2.3.2. 项目说明
2.3.2. 项目说明
l Arc Sensing: <无效、有效>
设置Arc Sensing的有效、无效。
l 左右Sensing开始Cycle: [0~9]
Arc Sensing以Weaving面为基准由左右方向Sensing和上下方向Sensing组成、这一值是设置从Weaving的第几个Cycle开始进行左右方向的Sensing。通常开始电弧焊时因焊接电流不稳定、最好在2~3个Cycle后开始。
l 上下Sensing开始Cycle: [4~10]
对上下方向的Sensing开始Cycle进行设置、因需对上下方向的Sensing基准值进行设置、所以要取大于左右方向Sensing的值。 通常开始焊接时电流变化不稳定、故把这一值设置为7Cycle左右、在内部以左右Sensing开始Cycle到上下Sensing开始Cycle前的电流值为基准形成上下Sensing。
l 电压系数(mm/dV): [-12.5~12.5]
这一值是以焊接电流的输入值计算修正距离时使用的值、以『修正距离 = 模拟输入电压变动幅度(0~12) × 电流系数』进行计算。检测电流时输入‘+’值、检测电压时输入‘-’值、且根据电流检测装置的种类和输入范围、使用的电流会有所差异。因此适用于车间时应经过简单测试得出适当的量。
电压系数计算方法
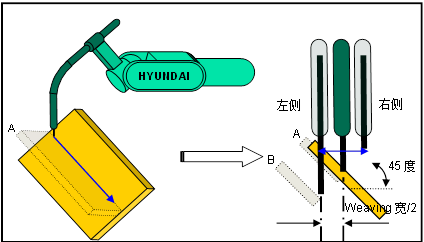
如果是下视Weaving、如上图所示、做成把平板母材倾斜45度、假设A存在的情况下接合两个母材的Weaving作业程序、并在实际焊接作业中通过检测左/右侧电流值以计算电流系数(参见工程资料的搜集数据功能)。即、像上图情况、因不存在作业物 A、左侧焊丝长于右侧、并存在与之成反比的电流变化。此时、按电流变化机器人要移动的距离与B位置存在母材的情况是一样的。所以机器人移动的距离与Weaving宽/2一样。随之、可通过『电流系数=(Weaving宽/2)/电流值之差』进行计算。
例) 500[A]焊机、焊接电流 = 300[A]左右、Arc Sensing条件的侧面计算范围为0.9、电流检测装置连接CT和±24V SMPS、100[Ω]的电阻、Weaving宽为3X3[mm]进行设置后、在运行机器人的同时搜集数据、
实际以3.82[mm]左右移动机器人、左右方向的模拟输入电压的搜集值为6.046/5.871[V]时、因电压差是0.175[V]、可采用『电流系数= (Weaving宽/2)/电压差 =(3.82/2)/0.175 =10.9』进行计算。
l 每样品的修正距离: [0.00~2.55]mm
以各Weaving Cycle的电流系数计算出的左右/上下修正量在Motion sampling 周期对左右/上下方向跟踪的最大值进行设置。该值采用实际Weaving宽度和移动速度进行如下计算。
① 每样品的修正距离 = (实际Weaving宽/2) / (Weaving Cycle的Motion Sampling数)
例如、实际Weaving宽 = 3.82[mm]
Weaving频率 = 2[Hz]
焊接速度 = 60[cm/min] 时、
一个Weaving Cycle的Motion Sampling数 = 1 / (2[Hz]) /20msec = 25、
从而得出每样品修正距离 = 3.82/2/25=0.0764mm。
上面计算的值是理论上的、实际在一个Weaving周期内跟踪一半Weaving宽度并不可用、因此应取比上面计算的值更小的值进行设置。这一值的影响在于、大于合理值时Bead不够顺滑、小于合理值时、跟踪角度会变小。
如果、电流系数计算值由于每样品的修正距离限制、大于Weaving 5个周期后可移动的距离时、会出现『E1194 Arc Sensing故障 (超过左右检测范围)』或『E1195 Arc Sensing故障 (超过上下检测范围)』。
参考) 例如、每样品的修正距离 = 0.05[mm]、
Weaving频率 = 2[Hz]、
焊接速度 = 60[cm/min]时、
② 一个Weaving Cycle的修正距离
= 样品修正距离 × 一个Cycle时间 / Sampling时间
= 0.05[mm] × 1 / (2[Hz]) / 20[msec]
= 0.05[mm] × 500[msec] / 20[msec]
= 1.25[mm]、
③ 一个Cycle移动量
= 焊接速度 × 一个Cycle的时间
= 60[cm/min] × 1 / (2[Hz])
= 60 × 10[mm] / 60、000[msec] × 500[msec]
= 5[mm]、
④ 跟踪角度范围
= tan-1(Weaving Cycle的修正距离 / 一个Cycle移动量)
= tan-1(1.25[mm] / 5[mm])
≒ 14[deg]左右。
l 一个Cycle修正距离限制: [0.00~2.55]mm
对各Weaving Cycle的以电流系数计算的修正量的上限值进行限制。这一值的最大值虽然是实际Weaving宽度的一半、如每样品的修正距离相关说明、建议取略小于理论值的值。
参考) 例如、Cycle修正距离限制 = 1.2[mm]、
Weaving 频率 = 2[Hz]、
焊接速度 = 60[cm/min]、
① 一个Cycle移动量
= 焊接速度 × 一个周期的时间
= 60[cm/min] × 1 / (2[Hz])
= 60 × 10[mm] / 60,000[msec] × 500[msec]
= 5[mm]、
② 跟踪角度范围
= tan-1(Cycle修正距离 / 一个Cycle移动量)
= tan-1(1.20[mm] / 5[mm])
≒ 13.5[deg]为限制值。
l 节点计算位置Offset: [-9~9]
本公司Arc Sensing对Weaving的中央点到顶点之间来回的区间进行设置以计算顶点的电流值、这一设置值是把判定为Weaving中央点的始点左右变动的功能(负数=过去方向)、是在焊接电流检测器的反应速度不同时使用的功能。通常设置为0后使用。
l 电流不正常处理方法: <故障、端点>
对电流值不正常时的处理方法进行设置。设置为『故障』时、输入电流其超过『非正常判定极限』的个数已超过『判定个数』时会出现『E1192 Arc Sensing故障(超过电流范围)』、但设置为『端点』时、在上述条件下也不会发出故障信息、处理为端点、停止移动后执行下一个命令。通常情况下下一个命令是{ARCOF}、因此在检测位置进行crater处理。
① 非正常判定极限: [1.00~1.50]x100%
对判定为非正常电流的极限进行设置。非正常电流的判定以过去5个数据为基准做如下判断。
非正常判定上限值 = 过去5个平均×非正常判定极限、
非正常判定下限值 = (过去5个平均×2)–非正常判定上限值
② 非正常判定时间: [3~200]x10msec
对输入电流超过『非正常判定极限』时将其判定为不正常的时间进行设置。该值虽然是终端点的识别时间快慢的一个决定要素、但值过于小时、有可能把不是终端点的位置识别为终端点、因此应根据环境进行设置、通常情况下建议设置为10(0.1秒)左右。
l Sensing轨迹脱离限制: [0(disable)~200]mm
Arc Sensing跟踪焊缝的量超出一定距离时、将其判定为故障并停止设备的限制值进行设置。 通过该值、可防止脱离焊接系统Teaching轨迹的量不超过设置的值。
l 侧面计算范围/Bead判定曲线: [-1.27~0.00]
对计算侧面电流适用的算法和值进行设置。
① 算术平均算法
该值大于0时、为计算侧面电流使用平均值、得出的值决定在侧面的Weaving区间以中央为基准能够使用多大的电流平均值。即设置为0.9时、以顶点为基准、对前后各45%的电流值进行平均后计算侧面电流。
② 曲线拟合算法
上述值是0或负数时采用曲线拟合算法、得出的值决定曲线的敏感度即二次项的常数。该值为0时、表示是顶点和中央点并无区分的平面状态、该值越是大的负数、表示其顶点较中央点呈尖形的形态。检测Bead时、设置为-0.02~-0.1左右的值、可进行有效的Bead检测。
参考) 通常、焊接电流变化较大、建议使用算术平均算法。
l 是否检测Bead <有效、无效>
本功能对上述侧面电流采用曲线拟合计算方式时才有效。无法满足曲线形态时、为了将其判定为Bead、而设置是否启用该功能。在无效状态下、以输入电流无法预测顶点电流时、累计次数大于『基准值超过容许Cycle』则出现『E1192 Arc Sensing故障(超过电流范围)』。但把该功能启用为有效时、在上述条件下不会被处理为故障、而会被识别为Bead、停止移动后执行下一个命令。通常情况下下一个命令是{ARCOF}、因此在检测位置进行正常的crater处理。
l 基准值超过容许Cycle : [1~9]
容许超过基准值的Cycle用法如下。
① 在计算最初修正量时如无法得出顶点的电流、则无法计算修正量并转到下一动作且形成这种动作的反复、如果达到已设置的次数、会出现『E1193 Arc Sensing故障(电流检测值不稳定)』。
② 无法计算左侧、右侧各顶点的电流时、累计次数将受限。累计次数是指发生首次故障时增加一个、继续发生故障时又增加一个、但之后的计算变得正常时则减少一个。即继续正常时会保持0、发生故障时开始累计次数。
在达到已设置的次数时、出现『E1193 Arc Sensing故障 (电流检测值不稳定)』。通过历史记录画面可确认具体的故障内容。这一处理在Bead检测功能有效时以Bead进行判定并像终端点加以处理。
③ 如上所述、无法计算顶点电流时、左侧和右侧方向的累计次数将进行独立管理、在达到已设置的次数时出现『E1193 Arc Sensing故障(电流检测值不稳定)』。通过历史记录画面可确认哪一侧出现故障。这一处理在Bead检测功能有效时以Bead进行判定并像终端点加以处理。
注意) 如在焊接区段为了固定母材需进行tag焊接的情况、为了忽略Tag、应按照跳过Tag的次数加以设置。
l 左右不平衡检测 : <无效、有效>
左侧和右侧的焊接Bead宽度设置并不一样时、为启用焊缝跟踪功能有必要进行不平衡检测时应选择为有效。左右不平衡检测以初期不平衡程度为基准。