9.1. 功能概述
9.1. 功能概述
在电弧焊的示教程序工作时、详细设置电弧焊专用功能、例如:摆动、重试/重启、焊接机器的特征以及与焊接相关的条件(包括电压、电流)。此外、还可以检查步或主要的辅助点。Quick Open功能通过一次按键操作即可方便快速地进行条件设置和位置检查。
例如:在光标位于执行电弧开启功能的ARCON指令处时、如果按下[Quick Open]按钮、其内容相当于各种焊接开始条件的指令中当前所用的条件编号。您可以从此屏幕检查或更改焊接开始条件的详细设置。而且、你可以直接将其移动到与相关条件文件有关的其它条件文件所在之处。也就是说、此功能可以简单快速地检查、更改详细内容、如:与指定指令或步位置相关的条件文件。
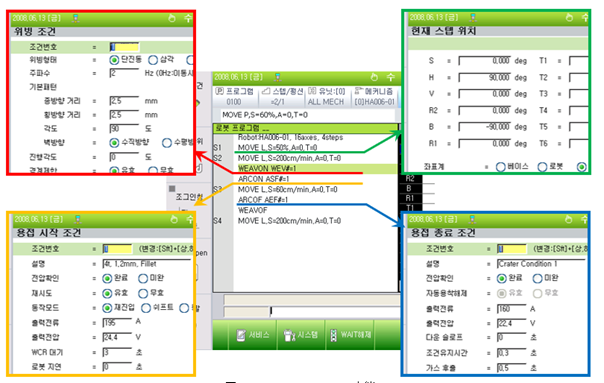
图 9.1 [Quick Open] 功能
如果按下指定指令中的[Quick Open]键、将在屏幕上显示相关文件或详细内容。按『[F7]:记录』键将保存内容后退出、按[Esc]键将不更改内容并退出。
表9‑1 按下指令中的 [Quick Open] 键时显示的内容
指令语句的语法形式 | 文件、内容 | 详细内容 |
MOVE | 步位置 | 当前步位置或全局姿势參數 X Y Z(mm)、Rx Ry Rz(。)、T1~T10 单位、坐标、机器人配置 |
REFP | 参考位置 | |
CALL | 调用程序 | 您可以打开适用的程序进行检查或编辑。 |
JMPP | ||
替换语句 | 变量检查和更改 | 您可以根据替换语句的变量类型来监视和更改适用变量。 V%、V!、V$、P、R、LV%、LV!、LV$、LP、LR、系统变量等。 |
ARCON ASF#= | 点焊开始条件文件、 电弧焊辅助条件文件、 焊机条件数据文件 | l 电弧开始条件 条件编号、说明、电压检查、是否重试、操作模式、电流、电压、是否应用WCR输入等待、等待(延迟)时间 l 电弧辅助条件 -重试:重复、收回时间、再进入/路径距离、移位距离、速度、电流、电压 -重启:重复、Over.Leng、速度、电流、电压、重叠条件 l 焊机条件 焊机编号、名称、说明、功率、设置、焊丝直径、突出长度、焊着检测时间、电弧关闭检测时间 -电流的特征:极性、ref.(V)、测量电压(A)、adj. -电压的特性:极性、ref.(V)、测量电压(A)、adj. |
ARCOF AEF#= | 凹陷条件文件、 电弧焊辅助条件文件、焊机条件数据文件 | l 凹陷条件文件 条件编号、电压检查、说明、自动焊着取消、电流、电压、条件保持时间、气体保持时间 l 电弧辅助条件文件 自动附着恢复:重复、电流、电压、延迟时间 |
WEAVON WEV#= | 摆动状况 | l 摆动状况文件 条件编号、摆动样式、频率、基本样式、前进角度、移动时间、定时器 |