8.1.1. 电弧感应状况
8.1.1. 电弧感应状况
在织造文件的下一屏幕上将显示电弧感应条件、如下所述。这可以设置在织造期间可以使用的电弧感应的设置部分。
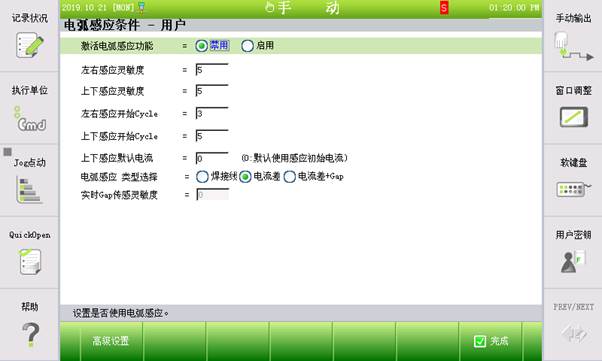
图 8.1 电弧感应/对话框
各项目的设定及操作方法如下。
(1) 电弧传感功能激活<禁用、启用>
请选择是否要使用(启用)电弧传感功能。
(2) 左右传感灵敏度:[0 ~ 10]
设置在摆动焊面上针对左右方向的传感灵敏度。
(3) 上下传感灵敏度:[0 ~ 10]
设置在摆动焊面上针对上下方向的传感灵敏度。
(4)左右传感开始循环: [0 ~ 9]
设定在在摆动面开始左右传感的循环。
(5) 上下传感开始周期:[左右开始周期+1 ~ 10]
设置在摆动焊面上所要向上下开始传感的周期。
(6) 上下传感基准电流:[0 ~ 3000]
设置执行上下方向传感时的基准电流。焊枪高度由此设置调整。当设为0时,初期区间电流的平均值则成为基准。当设为0时,若在焊接起始部分有点焊,不正确、过高的初期电流会成为基准,导致焊枪碰撞。
(7) 选择电弧传感类型:<焊接线、电流差、电流差+Gap>
选择焊接线跟踪方式。在执行正确的直角Fillet焊接并使用不对称传感时, 选择焊接线方式。 在使用普通的对称电弧传感时,则选择电流差方式。在传感过程中自动调整幅度时,选择电流差+Gap方式。
(8) 实时Gap传感灵敏度:[0 ~ 10]
设置在使用电流差+Gap方式时幅度变化的灵敏度。请设置符合焊珠质量及幅度变化程度的值。
在“电弧传感条件-用户”对话框中,点击[F1]键,即会显示如下图所示的“电弧传感-工程师”对话框。该对话框只能由工程师编辑。
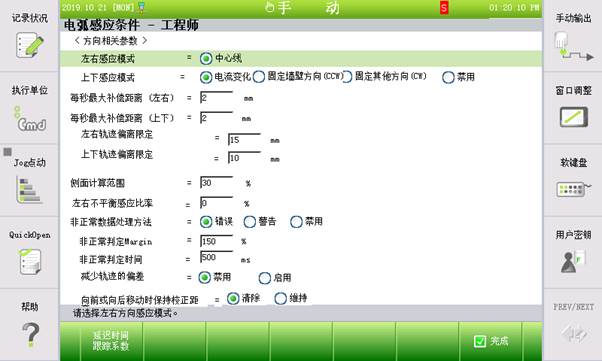
图 8.2 电弧传感条件-工程师对话框
各项目的设置及操作方法如下:
(1) 上下传感模式:<电流变化、固定墙壁方向(CCW)、固定其他方向(CW),无效>
设置执行上下传感的方法。
- 电流变化:以传感初期基准数据的平均值为准执行高度传感。
- 固定墙壁方向(CCW)、固定其他方向(CW)从焊枪前进的方向来看,一面处于固定状态,只有在其对面才出现变形时,考虑左右补偿量及固定面的移动距离,执行高度传感。
- 无效:无需或无法执行上下传感的平面电弧传感,从而只执行左右传感时,选择无效。
(2) 每秒最大补偿距离(左右/上下):[0.1 ~ 20.0] mm
设置每秒最大跟踪的距离。在用户对话框中设为10时,按其设定的最大补偿距离执行跟踪。
(3) 左右/上下轨迹偏离限定:[0 ~ 200]
设置左右/上下方向电弧传感跟踪距离的限值。若跟踪超过由电弧传感设定的限定距离,因错误而停止。
(4) 左右不对称传感比率:[-40 ~ 40] %
焊珠左右幅度不相同时,基于此考虑,设置不对称传感比率。
(5) 异常数据处理方法:<错误、警告、无效>
在传感过程中,在“异常判定时间”以上超过按“异常判定边界”计算的正常电流范围时,使用这些方法来进行处理。
错误:机器人显示错误并停止运行。
警告:机器人显示错误并继续执行作业。
无效:机器人继续执行作业。
(6) 异常判定边界:[100 ~ 200] %
利用以前的5个数据,设置判定异常的范围。
(7) 异常判定时间:[10 ~ 1000] ms
设置允许超出异常判定边界的电流输入的时间。若超出此时间范围,机器人按不同的处理方法执行不同的作业。
(8) 轨迹偏离减少:<禁用、启用>
传感数据出现异常时,设置是否忽略相关计数的补偿量。当该选项为“启用”时,若数据噪音严重,则继续维持之前的补偿量。
(9) 步骤前进/后退时维持补偿距离:<清除、维持>
在电弧传感、多道焊区间使机器人步骤前进/后退时,设置是否维持补偿量。当设置为清除时,机器人步骤后退时,电弧传感补偿量将被清除。
在“电弧传感条件-工程师”对话框中,点击[F1]键,即会显示如下图所示的“数据延迟及跟踪计数表”对话框。该对话框的内容需由本公司执行相关工程。
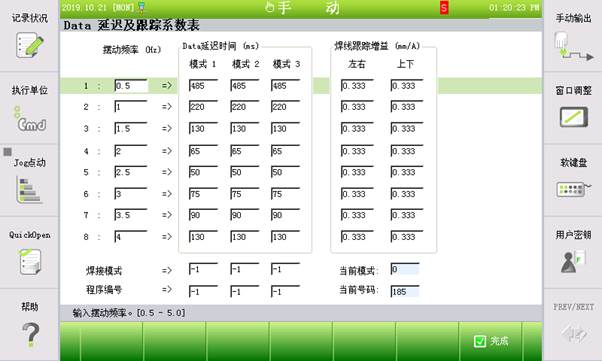
图 8.3 电弧传感条件-工程师对话框
各项目的设置及操作方法如下: