4.3. 变位机线形插值方法例示
4.3. 变位机线形插值方法例示
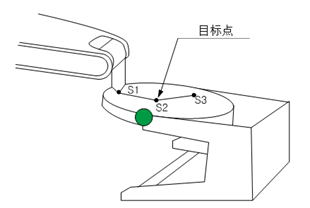
(1) 指定作业物的开始和结束点。

(2) 利用Mechanism键和坐标来选择和移动变位机。再利用Mechanism键选择机器人后把出发点排列到机器人工具末端的出发点。在这一状态下点击记录键来记录‘MOVE’指令。(必要时共同记录SMOV)
(3) 利用Mechanism键和坐标键设置变位机同步JOG模式。如果当前位置是组1则选择‘同步S1’坐标系。
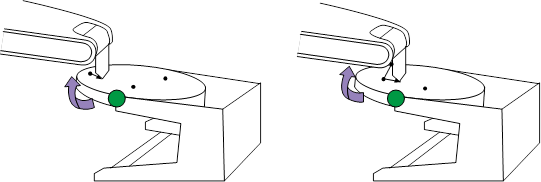
(4) 选择Master装置来移动位置。根据变位机上的作业出发点机器人保持相应位置和姿势。
参考)
在上述状态下、变位机和工具的一个点发生的故障是机器人和变位机校准的故障。且在MOVE状态下不会出现追踪故障。即不论有何种水平的故障、机器人重新移动到目标位置并同步记录“SMOV”时、MOVE状态下Step追踪故障就不会引发任何故障申报。
(5) 重新选择机器人Mechanism后利用JOG键重新把机器人移动、排列到‘目标点’(S2)。
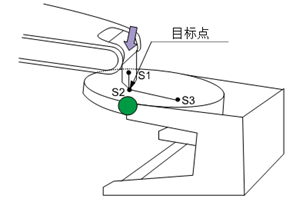
(6) 如需记录同步Step(SMOV)必须重新设置变位机同步JOG模式。选择‘同步 S1’坐标后点击 [记录]键来记录“同步Step”。
(7) 为完成下列Step执行 ③→④→⑤ 过程。
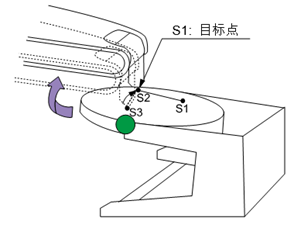
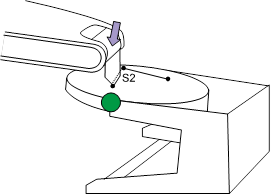
(8) 运行记录程序时变位机利用线性插值法来移动变位机上的作业物。
◆【注意】◆
① 无需始终通过该方法记录变位机同步Step(SMOV)。单独启动机器人和变位机来决定位置和姿势并记录为SMOV Step。机器人通过给变位机作业物指定的插值法移动。
② 如果两个Step的插值法记录成“线形”时、像MOVE指令实施圆弧形动作。
③ 与SMOV一同记录的Step速度就是作业速度。随之、记录的Step之间的作业距离过短其变位机的作业速度几乎达到无穷大(∞)、即使变位机移动了很长距离也会以最大速度移动。如要限制变位机速度、可用“秒(SEC)”单位指定速度。把Step移动单位设置为时间而非速度、即使作业物的作业距离为0时也会指定移动时间。
(Ex) 程序例示
S1 MOVE L、S=60%、A=1、T=0 → 开始位置接近Step
S2 SMOV S1、L、S=100mm/s、A=1、T=0 → 变位机同步线形插值法
S3 SMOV S1、L、S=100mm/s、 A=1、T=0
S4 SMOV S1、L、S=100mm/s、 A=1、T=0
S5 MOVE P、S=10%、A=1、T=0 → 取消Step(变位机和非同步)
S6 MOVE L、S=200mm/s、A=1、T=0
END