3.2. 多道焊指令及工作原理
3.2. 多道焊指令及工作原理
(1) MULTIPASS指令
传感轨迹可通过使用“MULTIPASS”指令来保存并加载。该指令被第一个参数分为轨迹保存的开始与结束。
(2) 保存多道焊轨迹
MULTIPASS(多道焊)功能主要用于:在执行电弧传感时,在按已设定的距离指定的轨迹编号中记录计数、位置、补偿量。该轨迹可保存多个套(set)。为了最大限度地减少不同工件的变形,如果轮流焊接两个以上的焊接区间,则可以使用多个编号的轨迹。
为了执行多道焊,开始保存数据的指令如下:
MULTPASS SAVE, TrjNo=[轨迹编号], SampDist=[抽样距离]
- 轨迹编号:用于保存电弧传感的补偿量及位置。[1~50]
- 抽样距离:是所要保存的轨迹间隔距离。[Default为10mm,范围:5~100mm]
- 一般来讲,请使用default设置来保存轨迹。
- 若因焊接区间太长而超出保存轨迹范围,请拉大间距。
- 若焊接区间的弯曲程度严重,请将此距离设为更短。
(3) 启动多道焊轨迹
为了执行多道焊,加载已保存的数据并启动的指令如下:
MULTPASS LOAD, TrjNo=[轨迹编号,Side=[左右移位],Updown=[上下移位],Reverse= [启动方向], TAS=[TAS角度],WAS=[WAS角度]
- 轨迹编号:所要加载的轨迹编号1~50号
- 左右/上下移位:所要从原轨迹移位的距离[Default: 0,范围: -20~20mm]
- 启动方向:将多道焊的启动方向设置为正方向还是逆方向。
[0: default 正方向,1: 逆方向]
- TAS(Travel Angle Shift):向前进/后退方向倾斜的移位[-20~20度]
- WAS(Work Angle Shift):焊枪向两侧面方向倾斜的移位[-20~20度]
(4) 多道焊启动方向
电弧传感多道焊可以两种方式使用已保存轨迹的再生方向。决定启动方向时,应考虑工件的变形程度、焊缝形状、周期时间等,根据实际情况做出选择。
l 正方向多道焊
下一焊道方向:与执行电弧传感的已保存轨迹的方向相同。
作业程序直接使用原本根部焊道的轨迹。
l 逆方向多道焊
下一焊道方向:与执行电弧传感的已保存轨迹的方向相反。
作业程序使用逆于步骤(STEP)顺序的根部焊道轨迹。此时会对指定位置产生影响,请务必确认轨迹。
(5) 左右/上下移位
启动多道焊时,设置从原轨迹移位的距离。因为焊枪的摆动与工具成直角,各移位设置如下:就是说,左右方向成为摆动面,上下方向则成为垂直于摆动面的一面。
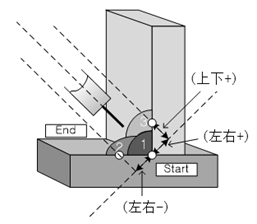
图 3.4 多道焊移位方向的概念
(6) 角度移位:TAS, WAS
在执行多道焊中,为了提高质量,需要使焊枪倾斜时,则可设置角度移位。
各项目的角度概念请参考下图。
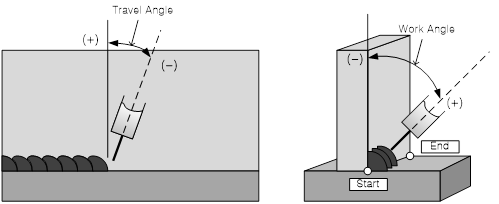
图 3.5 多道焊角度移位的概念