5.7. 焊接补充条件 - 自动卡牢恢复
5.7. 焊接补充条件 - 自动卡牢恢复
在电弧焊结束时,有时钢丝焊着在母材。为了防止这样的现象,电弧焊机暂时上升电压。但,即使电弧焊机处理这样防止处理,也有时发生焊着,因此机器人器人控制器在焊接后将焊着检测信号传输给电弧焊机确认是否焊着。
自动焊着解除功能这样在焊接后检测焊着时,自动进行焊着解除,让机器人不停止而继续进行作业。利用该功能在检测焊着时,自动施加规定的电压,处理焊着解除。自动焊着解除按已设定的次数反复进行,如果超过设定次数,还没解除焊着,就输出『焊着中』信号,并机器人被停止。
当弧焊设置为数字的时候、在按下『[焊接开始条件] → [F2: 焊接结束条件]』对话框中的[F1: 补充条件]的时候、将显示以下编辑屏幕。
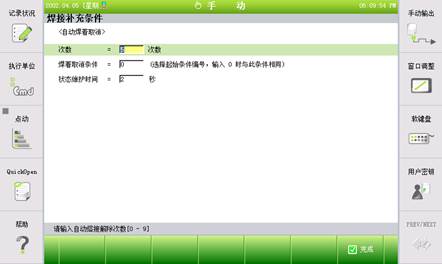
图 5.13 自动卡牢恢复对话框
自动卡牢恢复条件的每个项目的内容显示如下。
(1) 次数: [2] 次 (范围: 0 ~ 9次)
这是重复卡牢恢复过程的最大次数。 如果在设定的次数内没有解除焊着,会出现焊着错误 (“E1262 焊丝粘连检测”)。 但,如果设定为0,不进行焊着检测,就移动到下道阶段。
(2) 焊着取消条件: [ 0] (范围: 0 ~ 32)
这是卡牢恢复处理所使用的焊接开始条件编号。 在条件编号输入为0的情况下、将根据当前焊接开始条件的主条件重试卡牢恢复。
(3) 状态维护时间: [ 2] sec (范围: 0.00 ~ 10.0)
是焊着解除条件的输出维持时间。 在这个时间太短的情况下、卡牢恢复将不执行。