7.5. 基于传感器的弧焊数据监测功能
7.5. 基于传感器的弧焊数据监测功能
该功能主要用于将由电流传感器及电压传感器检测到的数据传输至控制器,以便使用各种监测功能。一般来讲,以数字通信连接的焊机将焊接电流及电压传输至控制器,而以模拟方式连接的焊机则不传输焊接数据。同时,部分数字化焊机在传输数据时会出现严重失真,其与原始数据相差很大,传输周期缓慢,从而可能不适合应用到各种功能。对于存在这么多制约因素的焊机数据,通过利用传感器实际测量并应用的功能就是“基于传感器的弧焊数据监测功能”。
当前,弧焊机器人监测功能目录如下:
(1) 实时监测功能(详细信息、波形、大屏幕)
(2) 弧焊数据保存功能
(3) 弧焊数据管理功能
(4) 弧焊结果定量化功能
(5) HRMS弧焊数据监测功能
若焊机不提供焊接数据给机器人控制器,就不能使用上述所有功能。同时,当出现数据失真时,可以利用不正确的数据来进行管理。因此,基于传感器的弧焊数据监测功能可有效适用于以下情况。
(1) 不提供焊接数据给机器人控制器的焊机
(2) 焊接数据失真严重的焊机
(3) 传输周期太慢的焊机


若开启该功能,不使用由焊机传输的数据,而只使用由传感器检测的数据。
要正常使用该功能,就需要连接传感器以检测在焊接中产生的电流及电压,也需要使用通信设备以将被测焊接数据传输至控制器。该功能支持数字通信及模拟通信,用户可以根据现场情况选择使用。数字通信和模拟通信分别支持的系统结构如下:

图7.10 基于传感器的弧焊数据监测结构图(数字通信)
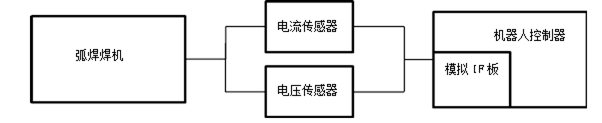
图7.11 基于传感器的弧焊数据监测结构图(模拟通信)
该功能可以通过『[F2: 系统]』 → 『4: 应用参数』 → 『2: 弧焊』 → 『[F2: 基于传感器的监测]』的路径进行设置。
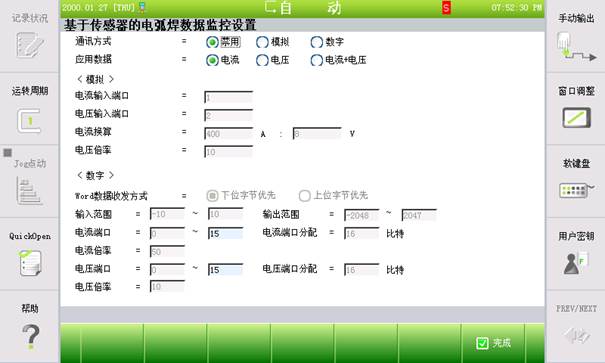
图7.12 基于传感器的弧焊数据监测设置界面
(1) 通信方式:设置从电流/电压传感器接收数据的通信方式
(2) 适用数据:所要适用该功能的数据。(开启该功能时,不使用焊机数据,而使用由传感器检测到的数据)
(3) <模拟>
A. 电流输入端口:连接电流传感器输出的端口。
B. 电压输入端口:连接电压传感器输出的端口。
C. 电流换算:指由传感器以通信方式传输的数值与实际电流值之间的比率,通常标注在传感器规格上。
D. 电压倍率:指由传感器以通信方式传输的数值与实际电压值之间的比率。
(4) <数字>
A. Word数据收发方式:根据通信方式的不同,可分为两种方式,即在收发Word数据时,可以优先传输低位字节,或优先传输高位字节。DeviceNet通常采用优先传输低位字节的方式。
B. 输入范围:作为一种通信模块规格,设置由传感器输出而输入到通信模块的数值范围。
C. 输出范围:作为一种通信模块规格,设置将输入值转换而输出的数值范围。
D. 电流端口:由电流传感器输出而输入的端口。
E. 电流端口分配:所输入的端口数。
F. 电流倍率:指由传感器以通信方式传输的数值与实际电流值之间的比率。
G. 电压端口:由电压传感器输出而输入的端口。
H. 电压端口分配:所输入的端口数。
I. 电压倍率:指由传感器以通信方式传输的数值与实际电压值之间的比率。
本公司的高电压触摸传感单元包括电流传感器及电压传感器,从而只要添加并连接通信模块就能使用该功能。先将输出值连接到通信模块后,开启(激活)基于传感器的弧焊数据监测功能,可以使用被测的焊接电流及电压。
下图为使用高电压触摸传感单元时的连接及设置示例。(具体情况会根据高电压触摸传感单元及通信模块规格的不同而有所不同。)
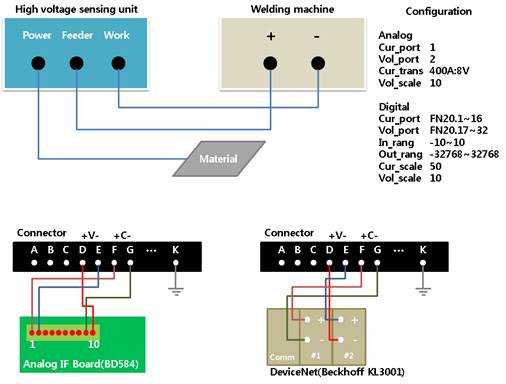
图7.13 高电压触摸传感单元及基于传感器的弧焊数据监测