7.1.1. 绘制电弧传感波形
7.1.1. 绘制电弧传感波形
电弧焊条件可以通过“ARCON”指令按下[QuickOpen]键而进入设置模式。在已设置协作控制的系统上,将会在焊接条件中出现如下图所示的<协作控制条件>设置项目。
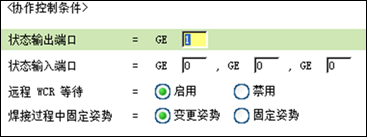
图 7.1 焊接条件设置框中协作控制条件项目
n 状态输出端口:设置在执行协作控制电弧焊时将要输出电弧焊信号的GE端口。
n 状态输入端口:设置在执行协作控制电弧焊时将要输入电弧焊信号的GE端口。最多可从三台对象机器人接收电弧焊信号。
n Remote WCR:设置在电弧焊过程中确认WCR(Welding Current Relay)信号的输入时是否要确认对象机器人的WCR。
n 将端口设置为“0”时,被设定为“0”的输入/输出端口则不使用。
n 按bit分类的GE信号内容
Bit 0(ArcOn):当因执行ARCON指令而使torch on时,设置为“1”。
Bit 2(WCR):当所设定的机器人的WCR被输入时,则设置为“1”。
Bit 3(Retry):正在执行“重试”功能, 重试结束之前,设置为“1”。
Bit 4(Overlap):正在执行“重启”功能, 重启结束之前,设置为“1”。
Bit 5(Dry Run):当空运行(Dry Run,实际上并不焊接,而只有机器人运行)时,则设置为“1”。
Bit 6(ArcSt):在Arc on后经过移动处理之前,设置为“1”, 包括Retry状态。
n 焊接中姿势固定:在协作控制焊接过程中,避免从机姿势发生急剧变化。设置该项目时,在焊接过程中,焊枪姿势会得以固定,而只移动TCP位置。

l 对于用于协作控制的机器人,其可设置为输入/输出端口的端口号会根据自身机器人编号的不同而不同。请参考“表7‑1 按机器人编号分类的输出/输入区域”。
l 在Dry Run(模拟焊接)的状态下,因不发出Remote WCR信号而无法在焊接区域进行协作控制,因此,在执行Dry Run时应将有关条件设置为“无效”。
l 若将Remote WCR信号设置为“无效”后执行焊接,可能无法在焊接区域实现同步。