1.2. 涂胶功能的工作原理
1.2. 涂胶功能的工作原理
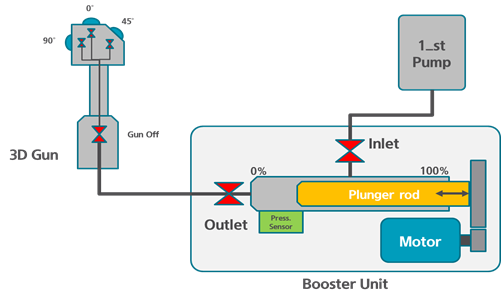
图 1.3 基于3D枪的涂胶系统
涂胶系统的结构会根据现场情况或设备状态的不同而有所不同。例如,若由单枪组成,会有胶枪与增压单元一体型的结构,但若采用3D枪,则会形成如上图所示的系统结构。然而,基本上系统可分为一次泵、增压单元及胶枪。
该功能激活时,可由机器人控制器直接执行各种阀门对增压单元及胶枪的开闭控制及加压控制。例如,填充时,在只将输入阀打开的状态下,使气缸后退而将由一次泵供应的密封胶(涂布液)填充至气缸内部。气缸到达填充完毕位置后,等待密封胶完全填充到气缸内部而达到填充完毕压力后,关闭输入阀并打开输出阀,然后通过调整气缸位置,控制压力至待机压力为止。
涂胶时,打开“Gun OFF”阀(枪关闭阀)及指定的枪阀(Gun valve),使其气缸前进而将密封胶涂布于工件。此时,因为出胶流量受气缸前进速度的影响,打开阀门之时无法立即满足目标流量,因此,在出胶前提前施加已设定的压力,从而能够调整出胶初期涂布量到所需水平。以下例子显示随初期压力变化而变化的初期涂布形状。试行涂布后,根据珠粒(Bead)在起始点的状态,设置适当的提前加压力。
