16.1. 焊机特征文件编辑
16.1. 焊机特征文件编辑
用户在Hi5下可使用多种焊机、并提供可编辑相关焊机特性的功能。可按照如下步骤打开特性文件编辑画面。
首先可通过『[F2]:系统』 → 『5: 复位』 → 『3: 用途设置』菜单下的‘焊机编号’项目对拟要使用的焊机进行设置。在该画面选择『[F1]: 焊机』即会出现相关焊机的编辑页面。
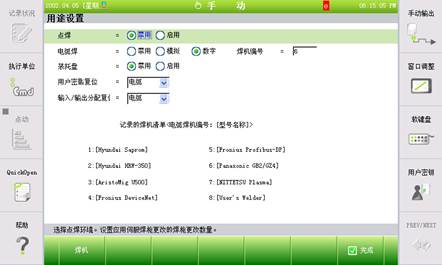
图 16.1 使用设置对话框
当光标突出显示‘ARCON ASF#=’命令行的时候、可以通过点击[快捷开启]键来编辑在‘焊接开始条件’设置下的焊接特征文件。当这个屏幕上显示‘焊接结束条件’屏幕的时候、点击『[F2]: 结束条件』按键。 再按画面下方的『[F2]: 焊机编号』键也会出现用途设置项所设置的焊机条件编辑画面。
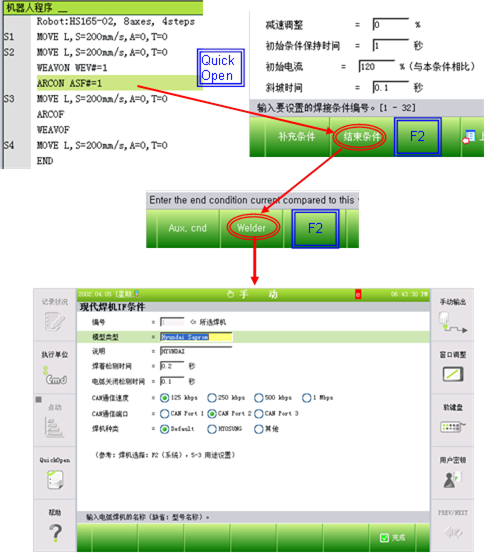
图 16.2 如何输入焊接设置对话框(数字HRWI例示)
焊接条件画面提供焊机相关特性的编辑功能、因此可进行编辑的项目因焊机而异。下列项目是在焊机条件下可编辑的通用项目。
可进行编辑的项目内容如下。
(1) 编号
显示当前设置焊接数字。该项目可确认当前选择的焊机和焊机编号、如要变更仅可在‘用途设置’画面进行。
(2) 模型类型
记录焊机的型号名称。基本上、写入贵公司支持的焊机的型号名称。
(3) 说明
记录焊机描述。基本上、写入焊机生产商的名称。
(4) 焊着检测时间:[0.2] sec (范围: 0.1 ~ 10.0)
Arc焊接结束后在所设定的时间内检查Wire熔敷情况。
(5) 电弧关闭检测时间:[ 0.6] sec (范围: 0.0 ~ 10.0)
设置Arc焊接时Arc关闭的基准时间。超过该基准时间后Arc被关闭时识别为Arc off。如该设置值过小会经常发生Arc点火失败的情况。相反、所设置的值过大、则会增加在Arc off后机器人移动和Wire继续送出的时间、从而加大Arc off后机器的移动量和Wire送出量。