2.4. 焊接枪手动开闭、加压
2.4. 焊接枪手动开闭、加压
焊接枪的手动开闭、加压工作步骤如下。
(1) 确认手动模式。如果是伺服焊枪,就进行驱动伺服焊枪轴时所需的运行准备。
(2) 选择手动开闭或加压动作所需的焊枪编号。焊枪编号选择方法如下。
单焊枪 | 焊接枪替换用 | R358 (焊枪连接/分离) |
不属焊接枪替换用 | R210 (选择焊枪) | |
多焊枪 |
| R214 (选择同时焊枪) |
(3) 确认以下[用户]按键是否已注册。
伺服焊枪 | 空压焊枪 | ||
手动开闭 | 手动加压 | 手动开闭 | 手动加压 |
|
|
| [GUN]键 (提供键盘) |



(4) 同时按“[SHIFT]和[用户]”键,就会执行以下动作。选择多焊枪时,所有焊枪 就会进行相同的动作。
伺服焊枪 | 空压焊枪 | |
| 手动开闭 | 手动加压 |
空压枪开闭 (X1 ∼ X4) 输出分配信号 | 执行焊接 (W1∼W4) 输出分配信号
焊接条件 (W1∼W4) 输出分配信号 | |

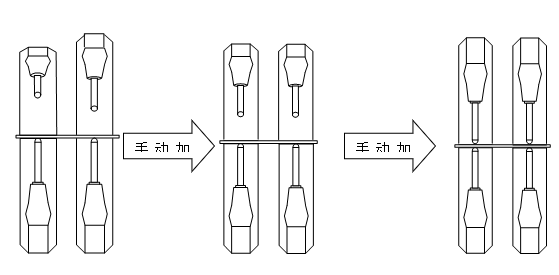
伺服焊枪进行手动开闭、加压工作时具有以下特点。
l 开大时的行程、开小时的行程、加压力达到设定值的位置会自动停止。
l 移动速度为『[F7]: 条件设置』的『2: 向前/后步进最高速度』。
l 如果加压力设定值过小,进行操作时就不会移动,应设定充分的加压力。(R211:加压力设置)
l 在多焊枪两个焊枪的移动距离不同时,先到达的焊枪会停止,其余焊枪移动至剩余行程后停止。