5.3.2. 焊接开始条件 – GB2/GZ4/GE2 专属设置
5.3.2. 焊接开始条件 – GB2/GZ4/GE2 专属设置
(1) 调整减速: [ 0] % (范围: -10 ~ 10)
设置Arc发生之前默认送丝速度的Offset。
(2) 短路初始时间调整(Tso): [ 0] (范围: -3 ~ 3)
焊丝触到熔池后抑制电流上升。
该值变小冲击也会变小、飞溅物增加、Arc持久性变弱。
该值变大其冲击也会变大、但能提高Arc持久性。
(3) 短路电流偏转率调整(Isc): [ 0] (范围: -3 ~ 3)
设置连接Slope1和2的电流值。
该值变小(-)时飞溅物减少、但Arc的持久性变弱且声音变柔。
该值变大(+)时可提高Arc持久性但也会增加飞溅物的发生。
(4) 短路电流斜率1调整(Isl1): [ 0] (范围: -7 ~ 7)
该值变小(-)时Arc变得柔和、减少飞溅量。
该值变大(+)时可提高高速焊接时的Arc稳定性、但过后会产生凝结的飞溅物。
(5) 短路电流斜率2调整(Isl2): [ 0] (范围: -7 ~ 7)
该值变小(-)时飞溅量就变少、电极接触到熔池时其冲击力就会增加。
该值变大(+)时可提高高速焊接时的Arc稳定性、但也会产生更多的飞溅物。
(6) 调整电弧电流折射值 (Iac): [ 0] (范围: -3 ~ 3)
设置Arc发生时的折射电流调整值。通过该值的设置可抑制Arc发生瞬间的飞溅量、决定再次发生Arc瞬间的Arc长度。
(7) 防撞时间调整(Tsp): [ 0] (范围: -3 ~ 3)
设置熔敷防止时间(Time stick prevention)。
(8) Hot 电流调整(Ihot): [ 0] (范围: -3 ~ 3)
调整开始焊接时所使用的高电流值。
(9) Hot 电压调整(Vhot): [ 0] (范围: -10 ~ 10)
调整开始焊接时所使用的高电压值、决定Arc长度。
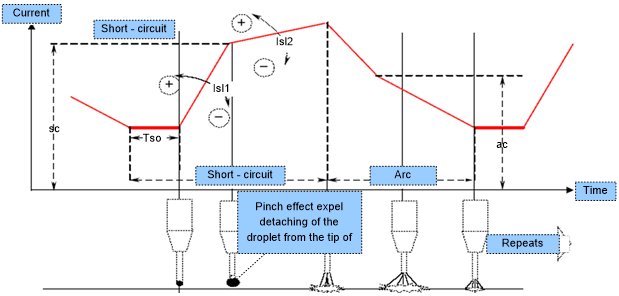
图 5.5 精确波形控制参数