3. 作业例示
3.1. 样品程序
表 3-1 伺服工具更换使用例示
分离/连接程序 | 指令的含义 | 备注 |
| 信号方向 |
| |
Setp B | .... | (伺服工具分离位置) |
| ROBOT |
| ATC |
| TOOLCHNG OFF,C=G1 | 分离伺服工具 |
|
|
|
|
| DO11=1 | ATC cam开放输出 |
|
| → |
|
| WAIT DI11 | ATC cam开放完毕确认 | 信号确认 |
| ← |
|
| MOVE L, ... | I |
|
|
|
|
| MOVE L, ... | 机器人移动 |
|
|
|
|
| MOVE L, ... | I |
|
|
|
|
Setp K |
| (伺服工具连接位置) |
|
|
|
|
| WAIT DI12 | 可连接确认 | 信号确认 |
| ← |
|
| DO11=0 | ATC cam关闭输出 |
|
| → |
|
| TOOLCHNG ON,C=G1,DI1 | 机械化连接完毕记录 |
|
| ← |
|
|
| 伺服工具连接处理 |
|
|
|
|
|
| i |
|
|
|
|
| MOVE L, ... | 机器人移动 |
|
|
|
|
3.2.变位机(positioner)的连接/分离作业例示
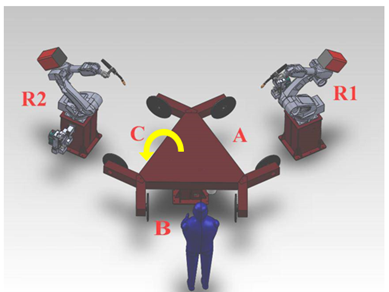
图 3.1 机器人2台、变位机(positioner)3台例示(意大利C公司系统)
(1) 变位机(positioner)更换系统的组成
- 系统组成: 机器人2台 + 变位机(positioner)3台
- 必要设备: 可连接各变位机(positioner)和各个机器人的ATC(Auto Tool Changer)
本公司机器人的伺服焊枪更换装置
(2) 作业内容
- 机器人1与变位机(positioner) A连接后执行作业。机器人2与变位机(positioner)C执行作业。操作人员把物品放置到变位机(positioner) B上。
- 各变位机(positioner)的作业结束后机器人和变位机(positioner)之间的连接被断开。
- 完成3 部分的作业后、整个变位机(positioner)系统以逆时针方向旋转120度。
- 机器人1与变位机(positioner)B连接后执行作业。机器人2与变位机(positioner)A执行作业。操作人员把物品放置到变位机(positioner)C上面。
- 之后反复执行上述作业。
(3) 注意事项
- 各变位机(positioner)的分离/连接功能的动作应尽量在同一位置上执行。