5.1.使用环境设置
5.1.使用环境设置
设置与点焊有关的使用环境,进行适合该环境的动作。
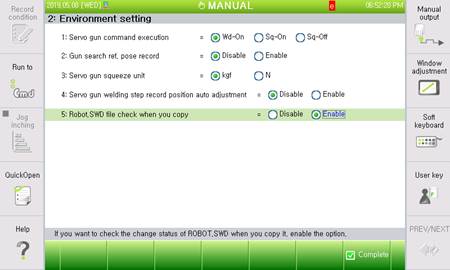
(1) 伺服焊枪点焊指令执行方式
执行SPOT指令时,如果该焊枪为伺服焊枪,就与焊接顺序设置无关,可禁止执行加压动作及焊接信号输出。此功能在确认示教位置时有用。根据设置状态执行点焊的顺序如下。
输出方式 | 内容 |
Wd-On | 执行在点焊功能指定的所有焊接顺序。 Clearance位置→ 加压 → 检测加压一致 → 焊接信号输出→ 焊接完成等待→Clearance 位置 |
Sq-On | 进行除了和焊接相关的信号之外的焊接顺序。 Clearance位置 → 加压 → 检测加压一致 → Clearance位置 |
Sq-Off | 不进行加压动作、通电信号输出、WI等待等。 Clearance位置 |
(2) 记录焊枪搜索标准位置
由控制器管理喷嘴的磨损量的焊枪形式(伺服焊枪, EQless焊枪)时, 为了算出磨损量而需决定标准位置,以此为准算出实际磨损量。
n 禁用 :
基于决定的基准位置,算出磨损的实际磨损量。
n 启用 :
决定计算磨损量所需的基准位置, 在安装新喷嘴的状态下,起初执行一次即可。
(3) 伺服焊枪加压单位
选择伺服焊枪控制用的加压单位。
(4) 自动调整伺服焊枪焊接记录位置
执行SPOT命令时,选择是否在焊枪加压状态下考虑测到的板厚和磨损量来调整记录的MOVE文的伺服焊枪位置。示教完毕后或伺服焊枪出现变更时设为“有效”后自动运行作业程序可按照最佳条件调整记录位置,是简单有效的功能。
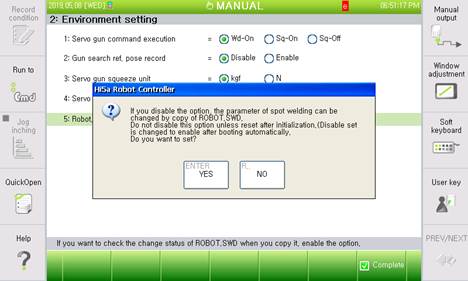
(5) 复制SWD文件时的变更检查
虽然复制SWD文件后禁止在其他控制器使用,但初始化控制器后还原之前的设置时可以使用。将变更检查设为无效时,复制SWD文件时就不会进行变更检查。该设置只能应用1次,复制SWD文件后重启时该检查自动变成有效。