12.2. 操作
12.2. 操作
如[图 12-1]所示、在一台Positioner上有两台机器人同时进行Arc焊接时就会使用辅助控制Arc功能。此时、两台机器人的焊接作业如不同步会出现不良情况。
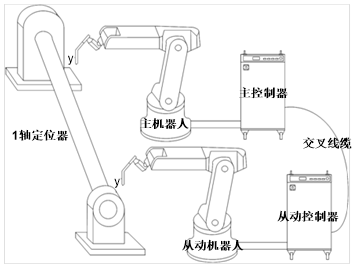
图 12.1 辅助控制Arc焊接功能概念图
设定为辅助控制时、通过“ARCON ASF#=??”指令和[QucikOpen]键进入『焊接开始条件文件』的设置画面后再转到下一画面时即出现[图12-2]所示菜单。以GB2焊机为例、辅助控制设置位于『焊接开始条件文件』设置画面的第三页。

图 12.2 辅助控制设置时的ARC焊接开始条件对话框
每个项目的设置和操作如下所述。
(1) 在主机器人数字为1以及从动机器人数字为2、主侧控制器设置可以进行如下操作:
- 状态输出端口: GE4(从1~4之中选择一个)
- 状态输入端口: GE8(与从尺寸状态输出端口相匹配)
(2) 从动侧控制器设置可以进行如下操作。
- 态输出端口: GE8(从 5~8之中选择一个)
- 状态输入端口: GE4(与从尺寸状态输出端口相匹配)
(3) 通过辅助控制两台机器人同时执行ARCON。具体方法请参阅‘辅助控制功能说明书’。
(4) 当两台机器人同步成功电弧点火、两台机器人将同步移动和执行弧焊。
(5) 如果一台机器人没有电弧点火、另一台机器人将停止电弧、两个机器人将同步执行重试功能。当两台机器人同步成功电弧点火、两台机器人将正常移动。
(6) 在焊接过程中、一台机器人通过ARCOF指令正常结束焊接作业时不会影响到其他机器人的Arc焊接作业。
(7) 当通过ARCOF在焊接工作期间只有一侧的弧焊工作顺利完成、另一侧的弧焊工作将不会受到这个的影响。