2.7.2. 工作状态
2.7.2. 工作状态
利用伺服焊枪Tip Dressing条件执行Tip Dressing工作,如下图所示,SPOT指令的焊接顺序编号必需指定为64。
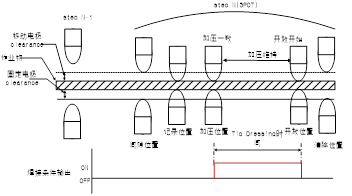
(1) 在N-1步骤位置,移动电极从记录位置朝移动电极Clearance位置进行位移, 固定电极从记录位置朝固定电极Clearance位置进行位移。
(2) 移动到步骤的记录位置。
(3) 通过焊接条件设置的加压力移动电极执行加压动作。加压力一致后,在其位置输出焊接条件信号。这时,根据Tip Dressing条件的“焊接信号输出”设置状态而决定焊接执行信号输出与否。
(4) 经过所设置的Tip Dressing时间,移动电极和固定电极各按Clearance程度开放。
(5) 移动到下一步骤。