4.4. 弧焊及涂胶用示教(无夹具协作控制)
4.4. 弧焊及涂胶用示教(无夹具协作控制)
(1) 先将主机与从机的手动协作机器人角色设置为“独立”后,在协作开始位置上分别记录步骤,并在协作开始位置上输入COWORK指令。

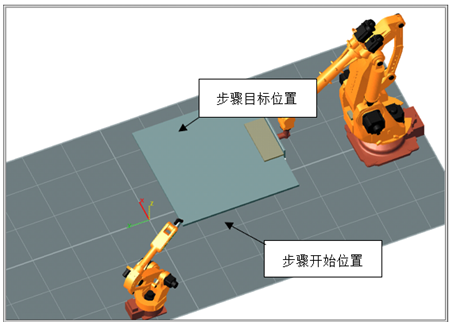
图 4.4 步骤开始/目标位置
(2) 在手动协作状态下,按角色分别指定主机与从机。

(3) 点动操作主机时,从机将会跟随主机运动。请在所需的记录位置上记录主机步骤。

(4) 用SHIFT+功能键或R351,3指令来将从机转换为CMOV记录状态。此时,界面右上方的机器人角色显示将从绿色转换为红色。

(5) 通过点动操作方式使从机器人到达目标位置后,按下“记录”键。
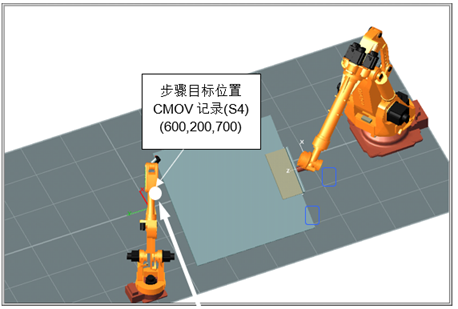
图 4.5 在步骤目标位置上记录CMOV

(6) 在从机上将会记录CMOV。CMOV的记录位置为以主机工具末端执行机构坐标系为准的坐标。按下“QUICK OPEN”键即可确认或修改所记录的坐标位置。
(7) 此时,所记录的坐标系将显示为“主机末端”(Master end)
(8) 按如上所述的方法使从机移动,即可记录多台机器人的CMOV步骤。

(9) 但对其(所记录的)步骤的移动计划由主机与从机单独执行,因此,主机与从机到达目标位置的时间可能互不相同。因此,为了在协作区间中对主机MOVE位置与从机CMOV位置的开始位置进行定时控制,可以使用基于HiNet I/O的互锁方法,也可以使用COWORK WITH,SN=1指令。COWORK WITH指令只有SN编号相同才能正常执行同步运动。若接到编号不同的COWORK WITH指令就会出现错误。
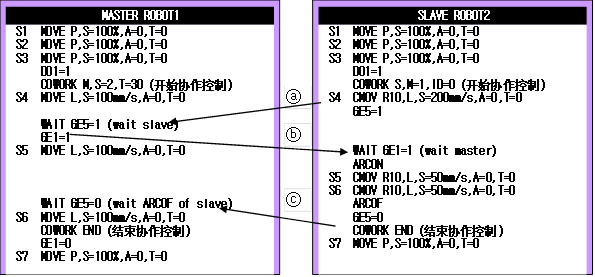
(10) 例如,为了使主机与从机的步骤5(S5)开始位置同步化,用GE、DE参数来确认彼此是否到达步骤位置。

※ 通过利用如上所述的方法,确认主机与从机到达步骤4(S4)后对象机器人是否到达步骤4,然后移动至下一步骤(S5)。
(11) 协作运动结束后,为了结束协作控制,在主机与从机上均插入COWORK END指令,即能完成对协作控制的示教。


(12) 如上所述的整个程序如下,为了对控制协作进行定时控制,可采用ⓐ、ⓑ、ⓒ等定时控制方法。
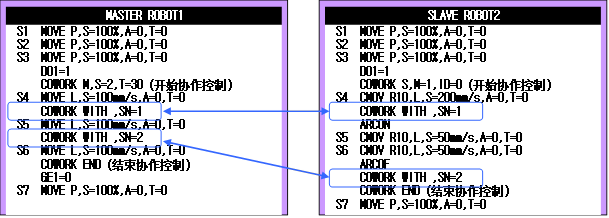
(13) COWORK WITH指令用于在协作控制中(COWORK~COWORK END之间)使主机器人与从机器人之间的位置同步化。在协作控制中接到COWORK WITH指令时,在协作中的机器人都将会等待(处于待机状态)至到达COWORK WITH时为止。因此,之前的程序可按以下方法进行变更。

l 若要使用CMOV的摆动运动,应将参考点(PREP)记录在协作控制区间(COWORK ~ COWORK END)中。
l 恕不支持基于激光视觉传感器的CMOV轨迹Seam-Tracking(焊缝跟踪)功能。
l COWORK WITH指令在协作控制区间(COWORK~COWORK END)中使用时,无论是主机还是从机,其数量必须相同。
l由协作机器人一起执行的COWORK WITH指令应使用相同的SN编号。