2.4.1. 自动设置
2.4.1. 自动设置
进行伺服焊枪应用设置的自动设置时点击『[F1]: 全部自动设置』来进行。“全部自动设置”是伺服焊枪的移动电极会自动移动。且设置值会受到加压力的影响,因此必须满足下面的条件。
- 移动电极和固定电极上安装新Tip
- 伺服焊枪周围没有作业人员
- 移动电极和固定电极之间没有作业物
- 手动模式
- 开启马达
- 伺服焊枪基本设置(Step 1)完毕
“全部制动设置”会自动执行下面的程序。
(1) 焊枪搜索
- 伺服焊枪加压2次,进行焊枪搜索。
- 1次:“焊枪搜索基准位置记录”有效
- 2次:“焊枪搜索基准位置记录”无效
(2) 焊枪臂弯量补偿
- 伺服焊枪加压5次,补偿焊枪臂弯量。
(3) 板厚测量补偿
- 伺服焊枪加压5次,补偿板厚测量。
注意)通过“自动设置”进行焊枪搜索时仅限焊枪搜索1。使用焊枪搜索1之外的其他焊枪搜索时请参考“作业示教”的“焊枪搜索”章节。
“全部自动设置”时会同时执行“焊枪臂弯量补偿”和“板厚测量补偿”,伺服焊枪只加压5次。
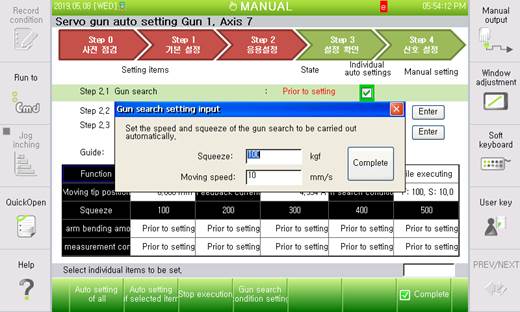
为执行“焊枪搜索”,需指定加压力和焊枪搜索速度。在前面的“应用设置”画面点击『[F4]: 焊枪搜索条件设置』可在下图所示画面设置焊枪搜索时使用的加压力和移动速度。
注意)“焊枪臂弯量补偿”和“板厚测量补偿”因难以手动测量后输入,所以建议使用自动设置。
“焊枪臂弯量补偿”是替代伺服焊枪参数中“焊枪臂弯量/100kgf[mm]”的值,设置“焊枪臂弯量补偿”时不使用已经设置的“焊枪臂弯量/100kgf[mm]”。相反,未设置“焊枪臂弯量补偿”时则使用“焊枪臂弯量/100kgf[mm]”。
伺服焊枪应用设置画面的构成和功能如下。
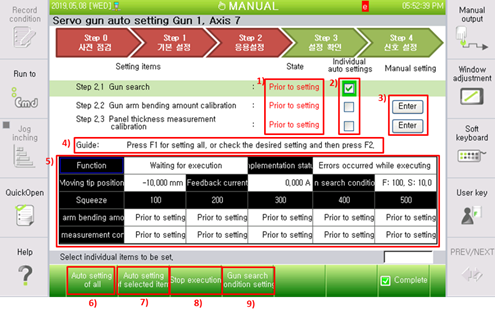
1) 状态:当前伺服焊枪的设置状态(设置前、完毕、已变更中的一个)
2) 个别自动设置:支持不是全选,仅对勾选项进行自动设置的功能。点击『[F2]: 自动设置选项』即可自动执行勾选项的设置
3) 手动设置:移动到设置相关项目的画面。
- 焊枪臂弯量补偿
自动移动到『[F2]: 系统』 → 『4: 应用参数』 → 『1: 点焊』 → 『3: 焊枪参数』画面。
- 板厚测量补偿
自动移动到『[F2]: 系统』 → 『4: 应用参数』 → 『1: 点焊』 → 『3: 焊枪参数』画面。
4) 指南:显示当前的设置状态或发生错误的原因及对策方案。
5) 监视:显示当前设置的情况及伺服焊枪的位置和反馈电流、设置值等。
6) 全部自动设置:全部自动设置的执行命令。
7) 自动设置选项:仅对指定为自动设置的个别项目进行自动设置。
8) 停止执行:停止正在进行的设置。
9) 设置焊枪搜索条件:设置焊枪搜索用的速度和加压力。