13.1. 功能摘要
13.1. 功能摘要
在对Arc焊接使用的作业程序进行Teaching时不仅包括电压、电流等焊接相关条件、也要对Weaving和重试/重叠焊接、焊机特性等Arc焊接功能进行具化设置。且除了Arc焊接之外、有时还需要确认在运用机器人的一般情况下Teaching的Step或辅助点的位置信息(坐标及姿势等)。Arc焊接相关的条件文件、Step及辅助点的位置信息以控制器的内部文件形式进行管理、不易进行编辑、因此提供可以快速便捷地编辑这些文件的功能。
关于Arc焊接相关条件的设置或Step和辅助点信息的确认及编辑、无需复杂流程、仅一键操作就能完成的功能就是Quick Open功能。
以焊接开始条件的编辑为例、光标处在具有Arc On功能的ARCON指令上时按[Quick Open]键即显示焊接开始条件中当前指令所使用的条件编号相关内容。在该画面下可确认或变更焊接开始条件的具体内容、如存在与该条件文件相关的其他文件即可立即移动到相关文件。
该功能就是可以快速确认及变更与特定指令相关的条件文件或Step位置等具体内容的功能。
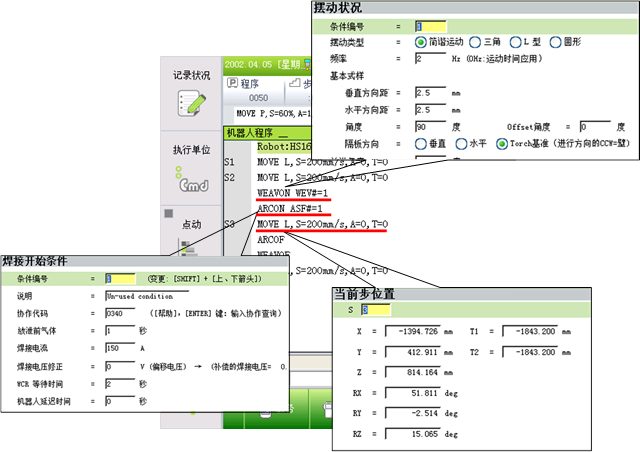
图 13.1 机器人程序中的快捷打开
在特定命令中点击[快捷开启] 键在屏幕上显示相关文件或详细信息。需要把变更内容保存到文件后退出时按<结束>键、无需保存退出时按<取消>键。
当按下每个命令中的[快捷开启]的时候、将显示以下内容。
命令 | 文件、内容 | 详细信息 | 说明 | |
MOVE | 位置 | 当前位置、指令 X Y Z(mm) Rx Ry Rz(deg) 机器人 Configuration | 可修改指令 | |
CALL | 程序将被呼叫 | 移动到拟要导入的程序 |
| |
JMPP | ||||
分配陈述 | 确认和更改变量 | 根据变量类型观察相应变量并进行修改。 V%、V!、V$、P、R、LV%、LV!、LV$、LP、LR、系统变量等 | ||
ARCON ASF#= (模拟式Arc焊接专属功能) | 数字: 数字电弧焊条件文件
模拟: 电弧焊开始条件文件 电弧焊补充条件文件 | 焊接开始条件 条件编号、说明、协作代码、放泄前气体、电流/供给速度、焊接电压(修正)/电弧长度、远程 WCR 等待、机器人延迟时间… 焊接辅助条件 - 重试: 次数、 重试条件、 运行模式、速度、 收回时间、 收回速度、后退/焊接线移动、Shift移动量 - RESTART: 次数、重新起动条件、 重叠、移动速度、焊接速度 焊接结束条件 电流比、下降时间、条件保持时间、放泄后气体… 焊接辅助条件(进入结束条件) - 自动清除熔敷:次数、熔敷清除条件、状态维护时间 | ||
ARCOF AEF#= | 电弧焊结束条件文件 电弧焊补充条件文件 电弧焊独有特性文件 | 焊接结束条件文件 条件编号、检查电压、说明、自动卡牢恢复、电流、电压、状态维护时间、气体时间 焊接子条件文件 自动卡牢恢复: 次数、电流、电压、延迟时间 | ||
WEAVON WEV#= | 摆动状况 | 织造条件文件 条件编号、摆动类型、频率、基本式样、前进角度、运动时间、边界限制、计时器 | ||
REFP | 参考点 | 当前位置和命令。 X Y Z(mm) Rx Ry Rz(deg) 机器人Configuration | 命令可以修改 与“位置”屏幕相同 | |