14.4. 焊接结束条件 - 从焊接开始条件进入
14.4. 焊接结束条件 - 从焊接开始条件进入
Arc焊接设置成数字式且在焊接开始条件对话框点击[F2:结束条件]键即出现如下焊接结束条件编辑画面。
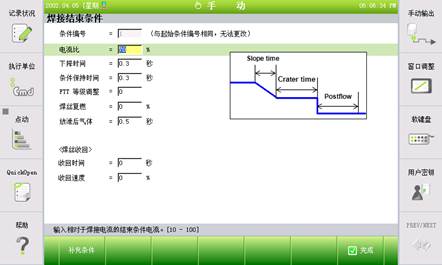
图 14.4 焊接结束条件对话框(数字GB2/GZ4例示)
修改焊接停止条件的项目后点击[ESC]键即不保存所修改的内容而转到焊接开始条件对话框。点击[F7:结束]键即保存修改的内容并转到焊接开始条件对话框。
停止条件的‘FTT level调整’仅适用于GB2/GZ4、其他所有项目是焊机通用条件。
各项目别内容如下。
(1) 条件编号: [ 1] (范围: 不能更改)
显示焊接开始条件编号。在数字Arc焊接功能下、结束条件编号和开始条件编号以一个进行管理。因此如要变更结束条件编号就要变更开始条件编号。在停止条件画面仅可进行确认而不能进行变更。
(2) 电流比: [ 70] % (范围: 10 ~ 100)
设置弧坑处理的输出电流。以原条件(开始条件的电流值)比%量进行设置。
(3) 下降时间 (弧坑时间): [ 0.10] sec (范围: 0.0 ~ 10.0)
设置以Slope处理原条件和结束条件之间电流变化的时间。

图 14.5 下坡时间和弧坑时间表
(4) 条件保持时间:[ 1] sec (范围: 0.1 ~ 10.0)
在焊接结束条件的‘电流比’项目下设置保持指定输出值的时间。
(5) 焊丝复燃: [ 0] % (范围: -20 ~ 20)
对Burnback处理进行设置。
(6) 放泄后气体: [ 0.10] 秒 (范围: 0.3 ~ 10.0)
设置Arc关闭后继续排放保护气体的时间。
(7) FTT 等级调整 (仅对GB2/GZ4进行设置): [ 0] (范围: -50 ~ 50)
设置Fine tip treatment调整值、该值可调整焊接后Wire末端的Wire堆结量。