14.5. 焊接补充条件 - 重试、重新启动
14.5. 焊接补充条件 - 重试、重新启动
Arc焊接设置为数字式时、在焊接开始条件对话框中点击[F1:辅助条件]键即出现如下焊接辅助条件编辑画面。
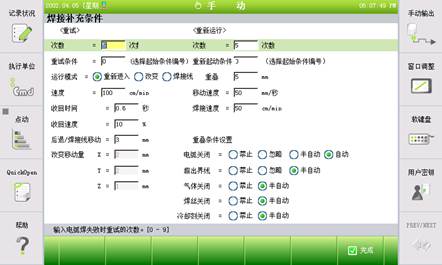
图 14.6 焊接子条件对话框(数字)
重试功能是Arc点火失败时所执行的功能、重启功能是Arc焊接被中断后重新开始作业时所执行的功能。
[图14-6]的左侧项目是焊接辅助条件中的重试条件。重试条件的各项目内容如下。
(1) 次数 [5] 次 (范围: 0 ~ 9)
指定Arc点火失败后进行重试的次数。在指定的次数内Arc点火仍未成功时复位到原点(首次进行Arc点火的位置、焊接开始点)后停止。
(2) 重试条件: [0] (范围: 0 ~ 32)
输入重试Arc点火时所适用的焊接条件编号。重试时会按照所输入的焊接开始条件的原条件(电流、电压等)进行焊接。但输入的条件编号为“0”时、在再进入动作模式下、以当前执行中的焊接开始条件的原条件进行重试。
(3) 运行模式:<重新进入、转换、焊接线>
设置重试作业所适用的Torch移动方法。支持3种设置、各设置的Torch移动方法如下。
A. 重新进入
在电弧产生失败的情况下、在移回前一步骤之后、重试电弧产生。输入在重试模式期间的在缩回/移动焊接线期间的移动距离。设置在焊接子条件重试设置菜单中“缩回/移动焊接线移动”距离中的移动距离。
B. 转换
机器人将移动在焊接子条件的重试条件中的设置的转换距离、并返回到电弧产生步骤。在重试条件中设置的条件编号的焊接开始条件下、将重试电弧产生。
C. 焊接线
机器人将根据焊接子条件的重试条件中的“后退/焊接线移动”中设置的移动距离沿着焊接线移动、并根据在重试条件下设置的焊接开始条件和条件编号、重试电弧产生。
(4) 速度: [100]cm/min (范围: 1 ~ 999)
这是火炬移动到重试点或返回到引焊点的速度。
(5) 收回时间:[ 0] sec (范围: 0.00 ~ 10.00)
这是重试的焊丝缩回时间。在缩回焊丝、移动火炬和微动焊丝之后、将进行电弧开启。
(6) 收回速度:[ 10] % (范围: 0 ~ 100)
这是重试的焊丝缩回速度。根据焊机可能不适用这个速度(例如、Saprom焊机)。
(7) 后退/焊接线移动: [ 3] mm (范围: 0.00 ~ 99.99)
当运行模式被设置为再进入或焊接线的情况下、重试的火炬移动距离。指定在开始条件中的运行模式设置。
(8) Shift移动量: X=[ 2]、 Y=[ 2]、 Z=[ 1] mm (范围: -99.9 ~ 99.9)
这是运行模式被设置为转换的情况下重试的火炬移动距离。
[图 14-6]的右侧项目是焊接辅助条件中的重启条件。重启条件的各项目内容如下。
(9) 重新启动次数: [5] 次 (范围: 0 ~ 9)
指定在相同焊接时间期间内的最大重新运行的次数。当超过这个数字的时候、“E1274 在同一焊接区间内超过重启次数”错误将发生。
(10) 重新起动条件:[ 0] (范围: 0 ~ 32)
输入重启时在重叠焊接区间所适用的焊接条件编号。重叠焊接后重启时以输入的焊接开始条件的原条件(电流、电压等)进行重叠焊接区间的焊接作业。
但输入的条件编号为“0”时从重叠焊接区间以当前执行中的焊接开始条件的原条件进行焊接。
(11) 重叠:[ 5] mm (范围: 0.0 ~ 99.9)
这是重新启动焊接的焊接重叠距离(重叠距离)。机器人将移动回重叠距离、再次开始焊接工作。
(12) 移动速度:[ 50] mm/秒 (范围: 1~999)
是开始重叠焊接的位置、对移动Torch的速度进行设置。指[图14-7]的③~④区间的移动速度(参阅图14-7)
(13) 焊接速度: [ 50] cm/分 (范围: 1~999)
设置从重叠焊接开始位置到结束位置进行重叠焊接时的机器人移动速度。是从[图14-7]的④到重叠焊接距离进行焊接并移动时的速度。(参阅图14-7)
从焊接开始点到焊接结束点(⑤)进行焊接的过程中出现Error时、如重叠焊接是半自动设置、由用户排除停止原因处理Error(①)。排除原因后(②) 按[START]键(③)重新启动焊接作业时机器人按照[移动速度]项所设置的速度移动到重叠焊接开始位置(④)。到达位置后以[焊接速度]所设定的速度完成重叠焊接后再以正常速度进行焊接并移动。但在重叠焊接区间发生Error时则不再进行重叠焊接而在其位置立即开始原来的焊接作业。
(14) 重叠条件设置
[图14-6]的右侧下方项目是在Arc焊接的过程中因 电弧关闭、超出界线、气体关闭、焊丝关闭、 冷却剂关闭等原因作业被中断时就重叠焊接的执行方法进行设置。
A. 自动
设定为‘自动’时在焊接过程中如出现错误、机器人不会停止、移动到重叠焊接开始位置后进行重叠焊接。该设置通过ArcOff仅在中断焊接时可进行设置。
B. 半自动
设定为‘半自动’时在焊接过程中如出现错误、机器人就会停止、由用户重新开始焊接时从重叠焊接开始执行作业。
C. 忽略
设定为‘忽略’时即使在焊接过程中被中断作业机器人也不会停止而继续移动。
D. 禁止
设定为‘禁止’时不执行Overlap而进行重启。
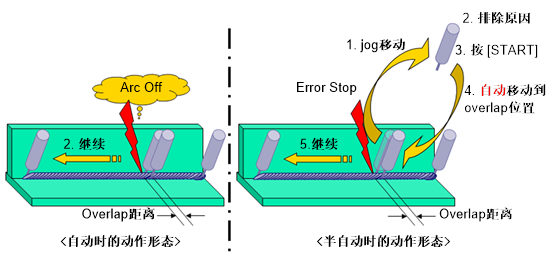
图14.7重启动作过程