14.3. 在焊接开始条件 - ASF#=x下执行[Quick Open]
14.3. 在焊接开始条件 - ASF#=x下执行[Quick Open]
Arc焊接设为数字式且光标处在ARCON ASF#=指令线上时按[Quick Open]键即出现如下焊接开始条件的编辑画面。
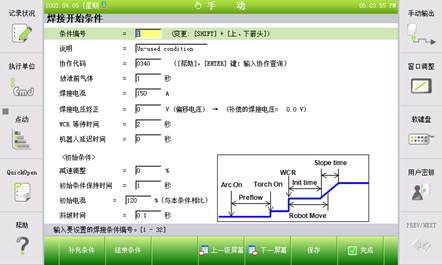
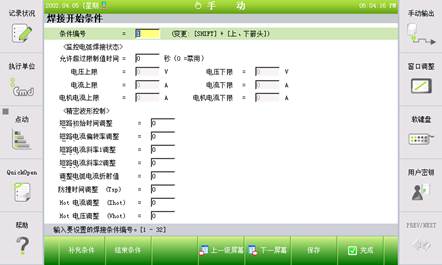
图 14.2 焊机开始条件对话框(数字GB2/GZ4例示)
编辑条件后按[ESC]键即在不进行保存的情况下退出对话框、按[F7:完成]键即在保存设置的内容后退出对话框。
下面的说明是各焊机通用的项目。各焊机的专属设置项目请参阅[14.3.1/2/3各焊机专属设置]。
通用项目的内容因焊机不同而在名称、单位、范围上存在差异。各焊机的不同差异请参阅各项目表。
(1) 条件编号
| 名称 | 范围 |
所有焊机通用 | 条件编号 | 1 ~ 32 |
指定拟要编辑的焊接开始条件编号(可指定使用32个条件)。
(2) 说明
| 名称 |
所有焊机通用 | 说明 |
记录焊接开始条件相关的说明。
(3) 协作代码
| 名称 | 单位 | 范围 | 默认值 |
HRWI | 协作代码
| - | - | 040 |
GB2/GZ4 | 协作代码
| - | - | 0340 |
Fronius | 不支持 | |||
设置传输到焊机的synergic code。代码值的设置将通过独立的synergic选择框来完成。按焊接开始条件画面的[帮助]键或光标置于焊接环境代码上时按[ENTER]键即可导入Synergic选择框。
(4) 放泄前气体(气体信号控制时)
| 名称 | 单位 | 范围 | 默认值 |
所有焊机通用 | 放泄前气体 | 秒 | 0.0 ~ 10.0 | 0.5 |
设置Arc焊接开始前为与大气隔离焊接部位而提前排放保护气体的时间。
(5) 焊接电流
| 名称 | 单位 | 范围 | 默认值 |
HRWI | 焊接电流 | A | 0.0 ~ 500.0 | 100 |
GB2/GZ4 | 焊接电流 | A | 30.0 ~ 350.0 | 150 |
Fronius | 焊接功率 | % | 0.0 ~ 100.0 | 10 |
设置相当于焊接电流的值。是原条件的焊接所使用的电流、初始条件、停止条件所使用的电流取决于该值的比率。
(6) 焊接电压修正
| 名称 | 单位 | 范围 | 默认值 |
HRWI | 电弧长度修正 | % | 50.0 ~ 150.0 | 100 |
GB2/GZ4 | 焊接电压修正 | V | -10.0 ~ 10.0 | 0 |
Fronius | 电弧长度修正 | % | -30.0 ~ 30.0 | 0 |
进行数字焊接时不直接输入焊接电压而大多在synergic data中选择焊接电流所匹配的焊接电压。如要变更Synergic data所自动选择的焊接电压即以相应焊接电压为基准设置拟要变更的电压Offset值。
(7) WCR等待时间
| 名称 | 单位 | 范围 | 默认值 |
所有焊机通用 | WCR 等待时间 | 秒 | 0.0 ~ 10.0 | 2 |
显示WCR输入等待时间。在该时间内仍没有WCR信号进来即执行重试操作。但重试次数为0时则发出错误提示并停止机器人。重试方法及重试次数等相关功能可在焊接辅助条件下进行设置(参阅14.5焊接子条件)。
(8) 机器人延迟时间
| 名称 | 单位 | 范围 | 默认值 |
所有焊机通用 | 机器人延迟时间 | 秒 | 0.0 ~ 10.0 | 0 |
设置正常开始Arc焊接后机器人沿着焊线移动并在等待开始焊接的时间。与初始条件无关、在初始条件处理过程中机器人也可以移动。
(9) 初始条件保持时间
| 名称 | 单位 | 范围 |
所有焊机通用 | 初始条件保持时间 | 秒 | 0.0 ~ 10.0 |
设置开始Arc焊接时维持初始电流值的时间。
(10) 初始电流
| 名称 | 单位 | 范围 |
所有焊机通用 | 初始电流 | % | 20 ~ 200 |
设置开始Arc焊接时在维持初始条件的时间段内所要输出的焊接电流。
(11) 斜坡时间
| 名称 | 单位 | 范围 |
所用焊机通用 | 斜坡时间 | 秒 | 0.0 ~ 10.0 |
设置在初始条件和原条件之间以Slope处理电流变化的时间。
(12) 允许超过限制值时间
| 名称 | 单位 | 范围 | 默认值 |
所有焊机通用 | 允许超过限制值时间 | 秒 | 0.0 ~ 10.0 | 0 |
设置超过焊接电流/电压、进给电机电流极限值的容许时间。如超出这一时间即执行重启。但重启时间为0时则提示错误并停止机器人。重启方法及重启次数等相关功能可在焊接辅助条件下进行设置(参阅14.5焊接辅助条件)。把时间设为0时则不启用Arc极限监控功能。
(13) 电压上限/电压下限
| 名称 | 单位 | 范围 |
所有焊机通用 | 电压上限/电压下限 | V | 0.0 ~ 100.0 |
设置焊接过程中的电压上下极限值。如超出容许的时间极限值即发出错误提示。
(14) 电流上限/电流下限
| 名称 | 单位 | 范围 |
所有焊机通用 | 电流上限/电流下限 | A | 0 ~ 1000 |
设置焊接过程中的电流上下极限值。如超出容许的时间极限值即发出错误提示。
(15) 电机电流上限/电机电流下限
| 名称 | 单位 | 范围 | 默认值 |
HRWI | 不支持 | |||
GB2/GZ4 | 电机电流上限/电机电流下限 | A | 0.0 ~ 50.0 | 10/0 |
Fronius | 不支持 | |||
设置焊接过程中的电机电流的上下限极限值。如超出容许的时间极限值即发出错误提示。