1.3. LVS条件设置
1.3. LVS条件设置
在LVS2ON指令中,点击QuickOpen即会进入条件编辑框中。
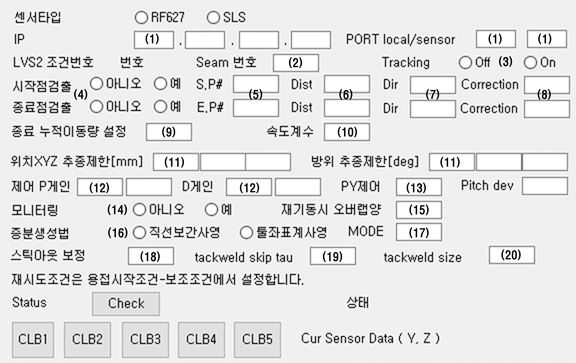
图 1.6 LVS条件编辑框
(1) IP, PORT
IP:设置传感器或传感器控制器的IP。
PORT:local为控制器侧的PORT;sensor为传感器侧的PORT。
(2) Seam编号
Seam编号为已在LVS传感器中注册的seam编号。指令LVS传感器以这里所设置的seam编号进行传感。
(3) Tracking
设置跟踪(tracking)的有效、无效。此Tracking Off功能可在执行MULTIPASS焊接时有效使用。
(4) 检测起点、终点
设置是否探测起点及终点。
起点的检测流程请参考下图。
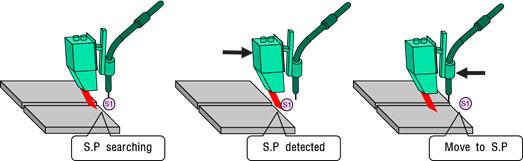
图 1.7LVS起点探测设为有效(示例)
当将起点检测设置为有效时,若执行LVSON指令,就会开始进行探测(见图1.7)。
探测起点后,机器人将移动到起点,并存储今后所要跟随的焊接线信息。
当将起点检测设为无效时,如下图所示,从传感起点向激光看到的方向移动后,开始进行跟踪。
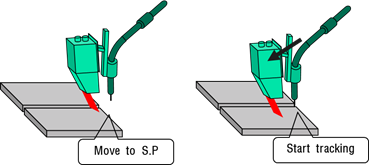
图 1.8 LVS起点探测设为无效(示例)
终点的检测流程请参考下图。若使用终点检测功能,以TCP-Laser stripe(激光条纹)距离 为准,
为准,
可对终点的误差进行补偿。检测终点时,将终点延长至由传感器判断为不属seam的那一点后执行焊接。
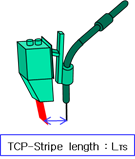
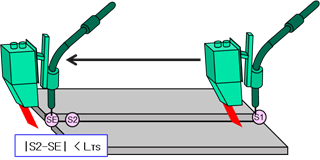
图 1.9 LVS终点探测示例
(5) 分配姿势编号(S.P#, E.P#)
起点、终点探测完后,将姿势记录于相关姿势编号。
(6) 探测距离(Dist)
设置探测起点、终点时的最大探测距离。
(7) 探测方向(Dir)
当为+1时则向+ToolX方向进行探测;当为-1时则向–TooX方向进行探测。
(8) Correction(探测补偿量)
在探测起点、终点时,若在姿势上出现位置误差,用探测补偿量来进行补偿。
(9) 终止累计移动量设置
在MODE4的状态下,按已设置的距离[mm]移动时,跟踪将会终止。
(10) 速度系数
当终点探测设为有效时,设置移动到终点的速度。在MODE4的状态下,则为前进方向的移动速度。
(11) 位置XYZ跟踪限制,方位跟踪限制
设置与已示教的程序之间的误差。若跟踪超出此限值则会出现错误。
(12) 控制P增益,D增益
设置10~30范围的值。(通常将所有的值都设为15)
(13) PY控制
当为0时,则仅对位置进行补偿,而不使用方位控制。当为1时则将Pitch;当为2时则将Yaw;当为3时则将Pitch&Yaw沿着焊接线进行跟踪。使用MODE4时,PY控制请使用4。
(14) 监测
使监测功能激活时,就可将跟踪数据收集到0001.GDT文件中。
(15) 重启时重叠量
指定重启时所要重叠(Overlap)的距离。
(16) 增量生成法
请使用直线插值映射。
(17) MODE
作为LVS功能的一种版本,MODE1为一般跟踪,MODE3为停止跟踪,MODE4为无MOVE语句的跟踪。
(18) 干伸长度补偿
用于调整焊丝干伸长度。
(19) tack焊接检测灵敏度
设置tack焊接检测灵敏度。通常设置为0.7 ~ 1.0之间的值。
(20)tack焊接长度
设置tack焊接长度。根据设定的距离忽略跟踪并进行插值。
(21)重启条件可在焊接开始条件-补助条件中设置。
(22)弧坑处理可在焊接终止条件的弧坑后退距离项目中设置。
(23)执行LVSON指令后点击Check键,即可查看当前状态。