1.5. 基于LVS功能的Job程序示教
1.5. 基于LVS功能的Job程序示教
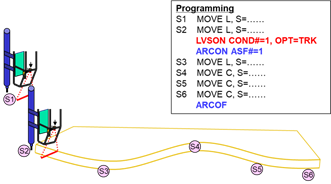
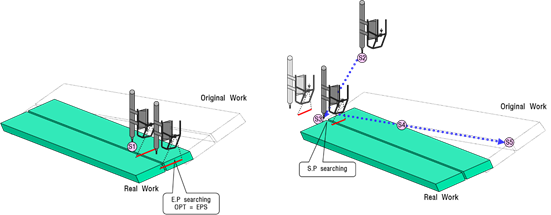
图 1.10 基于LVS功能的Job程序示教
如图所示,LVSON指令必须总是记录在ARCON指令的上面。这是为了在探测起点后,从起点开始焊接。
对多个STEP的焊接线进行示教后,遇到ARCOF指令时,就会终止LVS跟踪。此时,若使用终点探测选项,就会焊接直至终点,并执行电弧终止条件。请注意,探测终点时,从已示教的轨迹中,只能以激光条纹(Laser stripe)与TCP之间的距离为准对终点进行补偿。(请参考图1.8)
同时,若在终点附近继续识别到seam,可能会焊接不属焊接线的地方。
为了解决上述问题,最好使用LVSON COND#=1, OPT=EPS的EPS选项。
使用这种选项时,就可检测出终点并将其存储在姿势变量中。此时,探测距离及姿势变量的编号可在QuickOpen的dist及E.P#中设置。
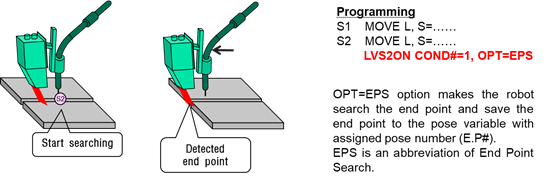
上述的OPT=EPS方法可以说起到焊丝触摸传感的作用。就是说,提前计算终点姿势后,用此值来明确指定姿势并执行示教,如MOVE L, P11, S=50mm/min, A=3, T=1。
若使用OPT=SEAMF,即可将已传感的点存储到姿势变量中。
编程示例1.
基于Seam Finding功能存储传感姿势的机器人编程
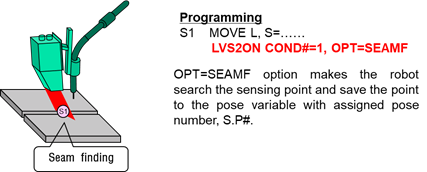
S1 MOVE L, S=20%, A=0, T=0 ‘移动到所要Seam Finding的位置 DELAY 0.2 ‘延迟0.2秒 LVS2ON LVS#=1, OPT=SEAMF ‘执行Seam Finding(在S.P#中存储传感姿势) END |
编程示例2.
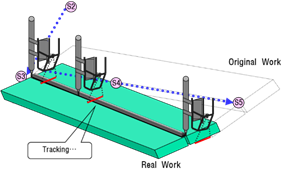
基于起点/终点探测功能的机器人编程
在LVS条件编辑框中,将起点探测和终点探测均设为“有效”后,输入探测距离。
S1 MOVE L, S=20%, A=0, T=0 S2 MOVE L, S=20%, A=0, T=0 ‘移动到起点探测位置 DELAY 0.3 LVSON COND#=1, OPT=TRK ‘探测起点并移动到起点后开始跟踪 ARCON ASF#=1 S3 MOVE L, S=80cm/min, A=3, T=0‘焊接轨迹点1 S4 MOVE L, S=80cm/min, A=3, T=0‘焊接轨迹点2 ARCOF ‘移动到已传感的终点后进行焊接 END |
编程示例3.
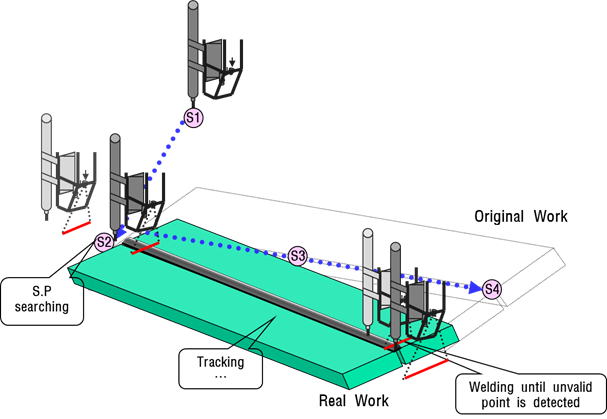
基于起点/终点优先探测功能的机器人编程
在LVS条件编辑框中,将起点探测和终点探测分别设为“有效”和“无效”后,输入探测距离。
作业进行1(优先探测终点后存储姿势) 作业进行2(起点探测)
作业进行3(焊接至终点后终止焊接)
S1 MOVE L, S=80cm/min, A=3, T=0‘焊接终止点附近,S4附近 DELAY 0.3 LVS2ON COND#=1, OPT=EPS ‘探测终点后设置为LVS条件的E.P#=100,存储在P100中。 S2 MOVE L, S=20%, A=0, T=0 S3 MOVE L, S=20%, A=0, T=0 ‘移动到起点探测位置 LVS2ON COND#=1, OPT=TRK ‘探测起点并移动到起点后开始跟踪 ARCON ASF#=1 S4 MOVE L, S=80cm/min, A=3, T=0‘焊接轨迹点1 S5 MOVE L, P100, S=80cm/min, A=3, T=0‘焊接轨迹点2 ARCOF END |
编程示例4.
基于LVS多道焊功能的机器人编程
只焊接1pass时将跟踪设为“有效”,焊接2pass以上时则将跟踪设为“无效”。
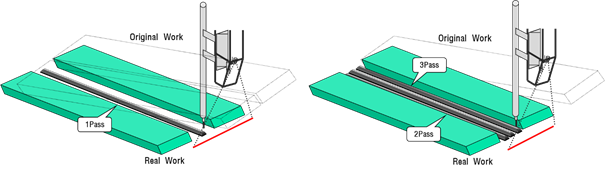
MOVE L, … ‘move to SP search position DELAY 0.3 LVSON COND#=1, OPT=TRK_TRJSAVE,S=10,RN=V100%,TCRDSFT=0,10,0 ‘1PASS, tracking with tracking to ‘VALID’ and multipass trj will be saved in P[10]~ P1[0+V100%] ARCON ASF#=1 MOVE L, ….. ‘1PASS welding ARCOF MOVE P10,… ‘Move to 2PASS multipass start position DELAY 0.3 LVSON COND#=1, OPT=TRK_TRJSAVE,S=1000,RN=V101%,TCRDSFT=0,-20,0 ‘2PASS, and save 3PASS with tracking to ‘INVALID’, multipass trj will be saved in P[1000]~ P1[1000+V101%] ARCON ASF#=1 FOR V50%=10 TO 10+V100% STEP 1 MOVE L,P[V50%], … ‘2PASS welding NEXT ARCOF MOVE P10,… ‘Move to 3PASS multipass start position ARCON ASF#=1 FOR V50%=1000 TO 1000+V101% STEP 1 ‘3PASS welding MOVE L,P[V50%], … NEXT ARCOF |