2.1. 伺服焊枪初始设置程序
2.1. 伺服焊枪初始设置程序
本功能涉及用伺服焊枪进行点焊及其他应用相关的内容。如使用伺服焊枪之外的其他种类的焊枪(空压焊枪等),可以只参考本章的“焊枪对应的工具编号、焊枪形式设置”和“工具角度/距离设置”和下一章“相关功能”。
伺服焊枪初始设置是利用伺服焊枪进行点焊的必需过程。完成伺服焊枪初始设置后才能进行下列操作。
- 伺服焊枪移动电极的操作
- 用指定的加压力加压
- 点焊信号的输入输出
完成初始设置程序后,再进行符合使用目的的相关功能和点焊参数(焊接条件、顺序等)的设置后进行示教即可。
本公司提供“伺服焊枪自动设置”(『[F2]: 系统』 → 『4: 应用参数』 → 『1: 点焊』 → 『8: 伺服焊枪自动设置』)功能,以进行点焊和焊枪动作环境的设置及程序。
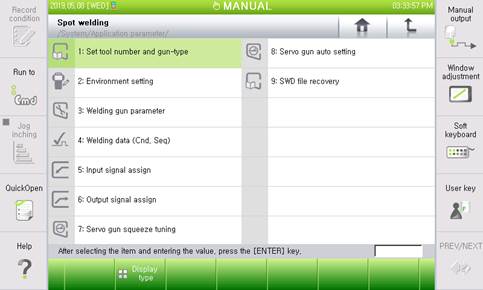
图 2.1 “伺服焊枪自动设置”进入画面
注意)当前选择的焊枪编号是选择伺服焊枪时才能打开相关菜单。(“附加轴参数设置”、“负荷设置”、“工具数据输入”、“焊枪编号对应的工具编号、焊枪形式”是在进行伺服焊枪的自动设置前必须设置的项目。)
使用多焊枪时变更焊枪编号分别进行设置。
伺服焊枪和点焊相关的初始设置分为如下5个阶段,可以分各阶段标记执行与否来监视进行过程。
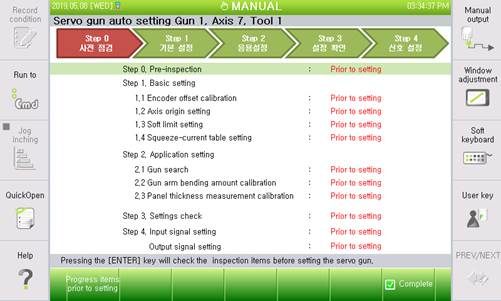
图 2.2 伺服焊枪初始设置标准程序
伺服焊枪初始设置的标准程序如下。
(1) 事先检查:在设置伺服焊枪的动作环境之前务必要先检查设置事项。
- 附加轴参数
- 设置与焊枪编号相对应的工具编号
- 设置工具数据(包括预估负荷)
- 设置伺服焊枪参数
(2) 基本设置:设置伺服焊枪的动作环境
- 补偿编码器选项
- 设置轴原点
- 设置软限制
- 设置加压力-电流表
(3) 应用设置:设置伺服焊枪的应用功能
- 焊枪搜索
- 焊枪臂弯量补偿
- 板厚测量补偿
(4) 确认设置:确认当前设置的过程
输入/输出信号设置:分配应用点焊的输出入信号
“伺服焊枪初始设置标准程序”画面不单单是显示过程和完成与否,也可以执行相关项目或移动到可执行相关项目的画面。
也就是说,与伺服焊枪相关的初始设置无需为了查找相关菜单而移动,而在上述画面就能全部完成。初始设置可采用2种方法。
(1) 光标移动到相关程序上后点击『[Enter]』。
(2) 点击『[F1]: 进行设置前项目』,自动进行还未进行的初始设置。
『[F1]: 进行设置前项目』键可以检查所有程序中还未执行的程序后自动执行。初始设置时,可以只点击『[F1]: 进行设置前项目』按照指南完成设置。