4.2.2. 各焊枪形式别焊接顺序
4.2.2. 各焊枪形式别焊接顺序
控制器在程序执行SPOT指令进行焊接作业时,点焊功能的再现如下图所示,根据焊枪形式略有差异。
4.2.2.1.伺服焊枪
焊枪形式为伺服焊枪时,点焊功能的再现如下图所示。

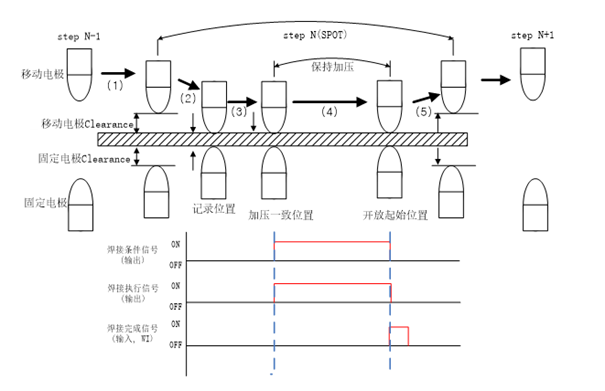
图 4.6 伺服焊枪点焊的再现
(1) 在N-1Step位置移动电极和固定电极在各记录位置,按‘移动电极Clearance’和‘固定电极 Clearance’相隔的位置移动。
(2) 根据机器人的均衡移动,固定电极移动到步骤的记录位置,移动电极按磨损距离移动到步骤的记录位置。
(3) 按照所设置的加压力, 移动电极执行加压动作。加压力一致后,就会在其位置与焊接条件信号一起输出焊接执行信号。
(4) 输入焊接完成信号(WI)后, 移动电极和固定电极会按各自的Clearance程度开放。
(5) 移动到下一步骤。
4.2.2.2.Eqless焊枪
焊枪形式为Eqless焊枪时,点焊功能的再现工作如下图所示。
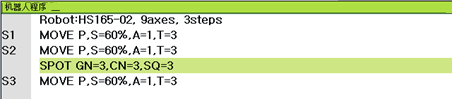

图 4.7 Eqless焊接枪点焊的再现
(1) 在N-1步骤位置,固定电极从记录位置朝固定电极Clearance位置进行位移。
(2) 固定电极根据机器人均衡移动工作移动到步骤的记录位置,移动电极利用空压对基板进行加压
(3) 如果加压力一致,就在其位置与焊接条件信号一同输出焊接执行信号。
(4) 输入焊接完成信号 (WI), 固定电极按从记录位置朝固定电极Clearance位置进行位移,移动电极会移动到未供应空压的位置。
(5) 移动到下一步骤。
4.2.2.3.Eq焊枪
焊枪形式为Eq焊枪时,点焊功能就会按下图进行再现工作。
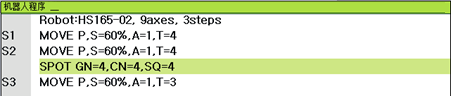
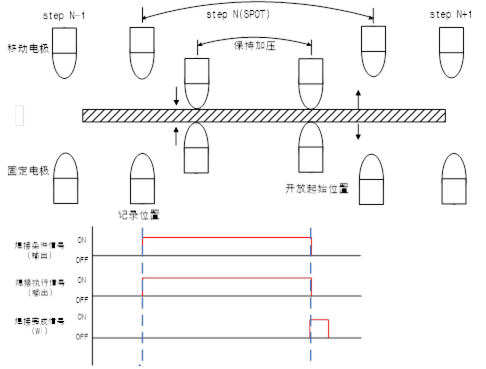
图 4.8 Eq焊枪点焊的再现
(1) 从N-1步骤的位置移动到步骤的记录位置。
(2) 与焊接条件信号一起输出焊接执行信号。固定电极通过均压设备,移动电极通过空压系统对基板进行加压。
(3) 焊接完成信号(WI)输入后, 固定电极移动到均压设备不工作的位置,移动电极移动到不供应空压的位置。
(4) 移动到下一步骤。