5.3.3. 焊接顺序
5.3.3. 焊接顺序
设置点焊相关顺序,根据作业环境决定机器人的工作。
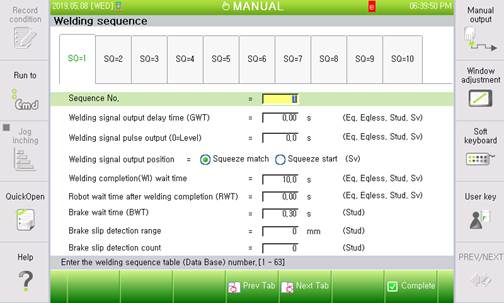
(1) 编号
快速选择所需的焊接顺序。
(2) 焊接信号输出延迟时间(GWT)
伺服焊枪时从加压一致后到输出焊接信号的等待时间。
空压焊枪时,执行SPOT 指令后到输出焊接信号的等待时间。
(3) 焊接信号脉冲输出(0=等级)
只在一定时间输出焊接信号的项目。如果设置为“0”,就会继续输出,直焊接完成(WI) 信号输入为止。
(4) 制动等待时间(BWT)
等待到输入焊接完成(WI) 信号的时间。如果设置为 “0”, 就会继续等待到输入为止。
(5) 焊接完成(RWT)后的机器人等待时间
通常输入焊接完成(WI) 信号后,等待检测的时间。设置为“0.0”就不会进行焊接检测。使用焊接检测信号时,推荐输入 “0.3秒(300msec)”以上值。但是,该值过大,焊接时间就会延长,循环时间也会随即增加。
(6) 制动等待时间(BWT)
机器人焊枪使用Stud焊枪执行点焊时,设置制动器工作开始所需的等待时间。
(7) 制动跑偏检测范围
机器人焊枪使用Stud焊枪执行点焊时,设置机器人各轴脱离距离检测范围。
(8) 被检测到的制动跑偏次数
机器人焊枪使用Stud焊枪执行点焊时,设置脱离范围超过设定值时,就会发出警告。