5.3.2.1.1. 多段加压控制
5.3.2.1.1. 多段加压控制
伺服焊枪点焊过程中变更加压中的加压力的功能。有创建规定的profile来变更的方法和通过输入信号进行变更的方法。
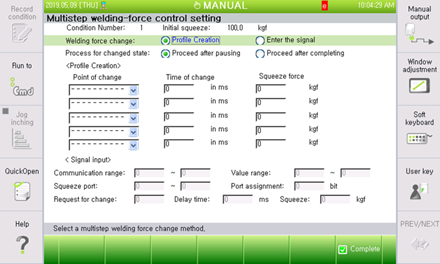
(1) 条件编号
显示多段加压及辅助条件的条件编号。
(2) 初始加压力
显示在焊接条件中设置的初始加压力。
(3) 变更加压力
选择变更加压力的方式。创建Profile是指定变更的时点和变更的时间,依次在相应的时点变更加压力的方式。信号输入是通过外部机器输入信号时变更加压力的方式。
(4) 状态变更处理
多段加压中或等待中变更状态时,选择中断多段加压后进行还是完成多段加压后进行。
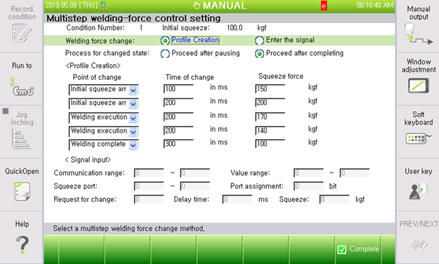
(5) <创建Profile>
加压力变更方式选择创建Profile的方式时被激活。
x. 变更时点:将点焊阶段分为[达到初始加压力]à[焊接执行输出]à[焊接完毕输入]后指定分段加压的开始时点。
xi. 变更时间:达到变更时点时,过了变更时间后变更加压力。
xii. 加压力:变更后的目标加压力
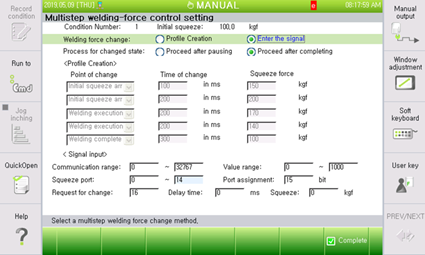
(6) <输入信号>
加压力变更方式选择输入信号的方式时会被激活。输入能与外部机器通信的必要信息。
xiii. 通信范围:被分配信号的最小、最大范围
xiv. 值范围:被分配信号的最小、最大值
xv. 加压力端口:为输入信号而分配的信号编号
xvi. 分配端口:被分配到信号的Bit数
xvii. 变更申请:对变更申请的输入信号端口
xviii. 延迟时间:输入申请后所需的延时输入
xix. 加压力:申请变更的加压力,加压力可指定或通过信号输入。指定加压力时,以信号输入的加压力会被忽略。