2.21. ARC_COND
2.21. ARC_COND
说明 | ARC_COND语句用于设置弧焊的电流、电压、速度、摆动幅度、摆动频率。同时,从当前的ARC_COND条件到下一个ARC_COND条件,可以改变线性条件。 即,按照左方向距离/右方向距离(gap)适用插值条件,按照Gap自动计算焊接速度及摆动幅度。 由该命令设置的参数可以单独指定,也可以通过指定WDB编号读取所需要的焊接条件数据库。 | ||
文法 | • ARC_COND <焊接条件变更方式>,<焊接速度>,<左方向距离>,<右方向距离>,<摆动频率>,<电流>,<电压> • ARC_COND <焊接条件变更方式>,WDB#=<焊接条件数据库> | ||
参数 | 焊接条件变更方式 | 已示教站点校准的作业程序号 | 1 ~ 9999 |
焊接速度 | 指定焊接区间的机器人移动速度。MOVE语句的速度被忽略。 | 0.6~1000 cm/min | |
左方向距离/ 右方向距离 | 设置在摆动中左右方向的振幅。 | 0.0~50.0 mm | |
摆动频率 | 设置摆动频率。 | 0.0~10.0 Hz | |
电流 | 设置焊接区间的焊接电流。 | 1~1000 A(%, m/min) | |
电压 | 设置焊接区间的焊接电压(补偿)。 | -200~200 V(%) | |
焊接条件 数据库 | 设置所要用在焊接区间的焊接条件数据库号。 | 1~1000 | |
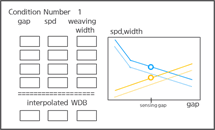
使用案例 | • ARC_COND L, 30, 4, 4, 3, 400, 28 • ARC_COND L,WDB#=1 • 插值条件编辑窗口
如图所示,如果设置四个点,不是按照已设定的左右摆动幅度,而是按照所传感的gap进行线性插值(可变的),从而可更改摆动幅度及焊接速度。 在上图中,circle表示(针对当前的Gap)根据以虚线显示的基准条件进行插值的摆动速度及幅度。
| ||